

21. Принцип действия и конструкция индукционной канальной печи
1 -
ванна печи
-
ванна печи ;
2- канал; 3- магнитопровод; 4- первичная
катушка
;
2- канал; 3- магнитопровод; 4- первичная
катушка
Канальные печи используют в литейном производстве в качестве миксеров, раздаточных и плавильных печей. Принцип действия канальной печи состоит в том, что переменный магнитный поток Ф пронизывает замкнутый контур, образованный жидким металлом, и возбуждает в этом контуре напряжение и ток. Контур жидкого металла окружен со всех сторон огнеупорным материалом, заключенным в стальной корпус. Пространство в огнеупорном материале, которое заполняется жидким металлом, имеет форму изогнутого канала. Рабочее пространство печи соединено с каналом двумя отверстиями, поэтому при заполнении печи жидким металлом образуется замкнутый контур. Во время работы печи наблюдается непрерывное движение жидкого металла в канале и в месте соединения канала с ванной печи. Движение металла возникает в результате перегрева металла в канале, а также в результате воздействия магнитного поля. Температура металла в канале на 50—150 °С выше температуры металла в ванне печи, поэтому горячий металл из канала поднимается в ванну, а из нее поступает более холодный металл.
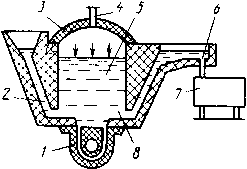
22. Принцип действия и конструкция раздаточных печей
 Этот
тип печей предназначен для заливки
жидкого металла непосредственно в
форму. Через трубку 4 в рабочее пространство
печи подается сжатый воздух или инертный
газ. Под действием давления воздуха
жидкий металл вытесняется из ванны в
заливочный и разливочный сифоны.
Количество металла, вытекающего через
отверстие 6 в форму 7, регулируется с
достаточной точностью по заданной
программе. Обогрев печи осуществляется
индуктором 1.
Этот
тип печей предназначен для заливки
жидкого металла непосредственно в
форму. Через трубку 4 в рабочее пространство
печи подается сжатый воздух или инертный
газ. Под действием давления воздуха
жидкий металл вытесняется из ванны в
заливочный и разливочный сифоны.
Количество металла, вытекающего через
отверстие 6 в форму 7, регулируется с
достаточной точностью по заданной
программе. Обогрев печи осуществляется
индуктором 1.
23. Классификация нагревательных печей
Нагревательные печи в литейном производстве используют для термообработки отливок, нагрева отливок перед заваркой трещин, прокалки форм перед заливкой металла и т.д. Печи классифицируют по двум основным признакам: - технологическому назначению; -способу перемещения изделий через печь.
По технологическому назначению печи подразделяют на закалочные, отпускные, отжигательные и т. д.
По способу перемещения изделий через печь их подразделяют на толкательные, конвейерные, с роликовым подом
Кроме того, печи подразделяют по тепловому режиму на камерные и методические, а также непрерывного и периодического действия. В зависимости от способа обогрева печи могут быть пламенными или электрическими.
2 4. Конструкция и принцип работы печей сопротивления для плавки цветных сплавов (cat. Сак. Сан)
САТ: 1. кожух; 2. огнеупорный состав; 3. нижняя стенка; 4. подставка; 5. тигель(стальной, чуг. графит);
6. нагревательный э-т.; 7. верхняя стенка; 8. крышка; 9. термопара
К ожух
печи сварен из листовой и профильной
стали. Футеровка печи состоит из: шамота
легковесного шамота, диатомита и
перелита. Нагревательные элементы
выполнены в виде спирали из проволоки
диметром 9 мм из
ожух
печи сварен из листовой и профильной
стали. Футеровка печи состоит из: шамота
легковесного шамота, диатомита и
перелита. Нагревательные элементы
выполнены в виде спирали из проволоки
диметром 9 мм из
Х20Н80. Питание нагревателя осуществляется переменным током.
САН: 1- стальной кожух; 2- футеровка; 3- нагревательный элемент; 4- плавильная зона; 5- ванна; 6- окна; 7- шихта; 8- ролики; 9- сливной насос.
Поворотные эл. печи сопротивления используют для плавки алюминиевых сплавов. Своды печей перекрыты специальными шамотными изделиями с пазами для укладки в них нагревательных элементов, изготовленных из нихромовой проволоки в виде спирали. В наклоняющейся эл.печи сопротивления (САН) рабочее пространство печи разбито на 3 плавильные зоны, имеются окна для загрузки шихты, для слива расплава печь поворачивается на роликах.
Печи типа САК имеют емкость до 600 кг и применяются обычно для кокильного литья. Эти печи имеют 2е рабочие зоны: ПЛАВИЛЬНАЯ и МЕТАЛЛОСБОРНИК.
Состоит: 1- плавильная зона; 2- металлосборник; 3- окно; 4- нагревательный элемент; 5-окно