

7 Герметизация изделий. Контроль качества герметизации.
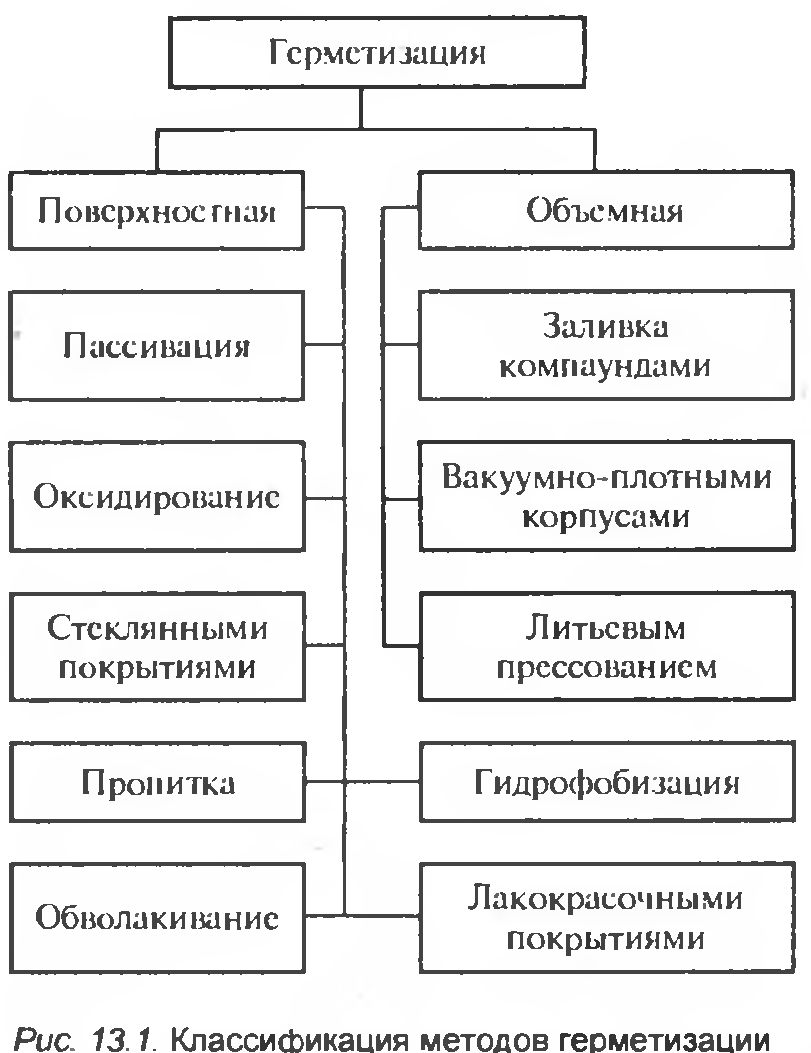
Герметизация — это совокупность работ по обеспечению работоспособности ЭА в процессе ее производства, хранения и последующей эксплуатации. Герметизация может быть поверхностной и объемной (рис. 13.1)
Пассивация и оксидирование — процессы подавления химически активных центров, снижающие восприимчивость поверхностей к воздействию внешней среды, которые используются в производстве полупроводниковых кремниевых приборов и ИМС. Пассивация заключается в проведении силанирования, этилирования, сульфидирования, что приводит к образованию тонких защитных пленок (до 1 мкм). Оксидирование осуществляют при температуре 850—1200 °С в атмосфере сухого кислорода или в парах воды при высоком давлении и температуре 500—900 °С. Толшина пленки диоксида кремния (SiC>2) составляет 0,1 — 1,5 мкм,
Герметизация стеклянными покрытиями, наносимыми термическим испарением в вакууме халькогенидных, боросиликатных, фосфосиликатных и других стекол, позволяет дополнительно защитить слоем стекла толщиной 0,3—10 мкм пленочные конденсаторы, резисторы и ИМС.
Основными способами покровной герметизации являются пропитка, обволакивание, гидрофобизация.
Пропитка заключается в заполнении пор, трещин, пустот в изоляционных материалах, а также промежутков между конструктивными элементами узлов электроизоляционными негигроскопичными материалами.
Обволакиванием называется процесс создания покровной оболочки на поверхности изделий, предназначенных для кратковременной работы в условиях влажной среды (не более 100 ч). Появление микроскопических каналов и зазоров вследствие разницы в температурных коэффициентах расширения и усадки обволакивающего материала и изделия неизбежно приводит к проникновению влаги внутрь изделия и потере герметичности.
Процесс обволакивания осуществляется несколькими способами:
окунанием в расплавленный материал на 1,5—2 с; толщина слоя покрытия зависит от вязкости материала, разности температур обволакивающего состава и изделия (чем выше разность температур, тем больше толщина слоя);
пресс-обволакиванием расплавленным термопластичным материалом под давлением, что дает равномерный по толщине слой;
опрессовкой.
Разновидностью обволакивания является гидрофобизация изделий.
Гидрофобизация — повышение влагостойкости материалов, деталей и изделий путем нанесения на их поверхность защитной пленки. Для получения высокой водоотталкивающей способности пленок используют кремнийорганические высокомолекулярные соединения. Гидрофобизацию применяют для обработки стекла, керамики, сложных диэлектриков, пластмасс и тканей. Обработанные материалы теряют способность не только поглощать влагу, но и смачиваться ею.
КОНТРОЛЬ КАЧЕСТВА ГЕРМЕТИЗАЦИИ
Для контроля герметичности корпусов применяется целый ряд методов: вакуумный, вакуумно-жидкостный, люминесцентный, радиоактивный. Выбор метода контроля герметичности определяется уровнем требований к степени герметичности испытуемых объект тов, направлением и величиной газовой нагрузки на оболочку и др.
Macc-спектрометрический метод основан на разделении сложной смеси газов или паров по массам с помощью электрических и магнитных полей и имеет наиболее высокую чувствительность. Изделия наполняются гелием двумя способами: герметизацией корпусов приборов и микросхем в атмосфере гелия; опрессовкой загерметизированных приборов и микросхем в атмосфере гелия.
Для опрессовки ИМС загружают в камеру, которую герметично закрывают, затем откачивают из камеры воздух до давления 14—7 Па. После откачки камеру заполняют гелием и выдерживают в ней ИМС при давлении (3—5)- 1(Г5 Па. Время выдержки ИМС в камере устанавливают в зависимости от типов корпусов (внутреннего объема), обычно от 3—48 ч до 3 сут. За этот период в корпуса ИМС, имеющие течи, попадает гелий, который остается в них некоторое время. После завершения цикла опрессовки давление в камере понижают до нормального и ИМС переносят в измерительную камеру для контроля герметичности.
Масс-спектрометрическим методом могут быть не отбракованы ИМС с большими течами, если введенный гелий выйдет раньше, чем они будут подвергнуты контролю, т. е. в корпусах не окажется пробного газа.
Суть вакуумно-жидкостного метода состоит в том, что в объеме испытуемого изделия создается давление газа, затем изделие погружается в жидкость. Образование пузырьков свидетельствует об истечении газа. По скорости образования и размерам пузырьков можно судить не только о местонахождении течи, но и о ее величине.
Метод погружения изделий в нагретую жидкость основан на обнаружении истечения газа из негерметичных приборов, наблюдаемого визуально. ИМС погружают в ванну с нагретым силиконовым маслом ВК.Ж-94А или этиленгликолем так, чтобы верхняя часть корпуса не менее чем на 50 мм находилась под поверхностью жидкости и были отчетливо видны одиночные пузырьки, выделяющиеся из корпуса.