

2. Расчёт и проектирование основных систем.
2.1. Расчёт количества основного производственного оборудования.
2.1.1. Точный расчет оборудования для поточного производства.
К основному оборудованию мех. цеха относится оборудование, выполняющее технические операции по сборке деталей и сборке узлов, т.е. оборудование основных производственных отделений в состав которых входят станочные участки или линии, участки узловой сборки, окрасочные участки, а также участки консервации и упаковки. Производственным оборудованием мех. участка в основном являются металлорежущие станки поэтому при проектирование участков расчет сводится в основном к расчету итого вида станков. Расчет осуществляется в 5 этапов:
1) определяется расчетное количество оборудования для каждой операции отдельно Сpi=tшт i/τв
2) Расчетное количество оборудования округляется до ближайшего большего числа и получатся Cпр
3) Определяют коэф. Загрузки станков на каждой операции Kз=Cp i/Спр< 1
4) Средний коэф. Загрузки сравнивают с допустимым его значением
Kз<[Kз]. Это допустимое значение учитывающее: простой оборудования, текущее обслуживание рабочего места и т.д. Средний коэф. загрузки на поточной линии обычно находится в пределах 0,65…0,75. Это обусловлено объективными причинами, а также тем что на отдельных операциях коэф. загрузки может быть очень мал по причине специфичности процесса, когда догрузить его другими операция невозможно. Например протягивание.
Kз<[ Kз] – если это условие выполняется то Cпр i =Cдоп i , если условие не выполняется то Cд i определяется с помощью коэф. использования Cдоп i= Cпр i * Ku; Ku - учитывает непрогнозируемые потери, связанные с поломкой инструмента, отключение электроэнергии, перебои с поставкой заготовок. Рекомендуемые значения коэф. [ Kз] и Ku
N |
Группа оборудования |
[ Kз] |
Ku |
1 |
Универс. станок |
0,8 |
0,9 |
2 |
Автом. и п/а одношпин. |
0,85 |
0,85 |
3 |
многошпиндельный |
0,9 |
0,8 |
4 |
Спец. и агрегатный станок |
0,9 |
0,8 |
5 |
Станок с СПУ |
0,9 |
0,85 |
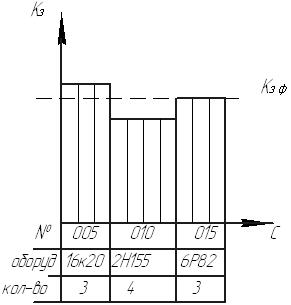 5)
После расчета оборудования по тп
предоставляется график степени загрузки:
5)
После расчета оборудования по тп
предоставляется график степени загрузки:
2.1.2. Точный расчет оборудования для не поточного производства.
Непоточное производство имеет место при сер. и мелкосерийном производстве.
Расчет ведется от точно рассчитанной станокоемкости всех деталей, выпускающих на участке за расчетный период времени. Выполняется по каждой операции, по каждому станку отделено.
1) Рассчитывается станкоемкость по каждой детали в отдельности
Tc. i. =tшк i*Ni; tшк i – штучно-калькуляционное время дет., Ni- число дет. в партии.
2) Определяется расчетное кол-во оборудования Cр i =Tc i /F д.о.
F д.о – расчетный фонд работы оборудования за период времени в течение которого изготавливается дедталь.
3)
Определяется суммарное количество
оборудования Cp= ;.
;.
4) Определяется принятое количество оборудования в зависимости от суммарной загрузки оборудования разными деталями Cпр
5) Определяется действительное количество оборудования. Cд
6) Определяется коэф. загрузки оборудования Кз=(∑Сp i)/Сд
7) Заполняется форма
N |
Модель станка |
Nдет |
Ni |
tшт к i |
Tc i |
Сp i |
Cр |
Cд |
Кз |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
1 |
96К20 |
А Б В |
NА NБ NВ |
t шт. к. А t шт. к. Б t шт. к. В |
ТсА ТсБ ТсВ |
CpА CpБ CpВ |
Cр |
Cд |
Кз |
8) После заполнения формы для всех типов станков на участке определяется средний коэф. загрузки оборудования как среднеарифметическое по всем операциям. Он должен быть меньше нормативной величины: 0,85 – ед. и мелкосер., сер. – 0,75.
Если коэф. загрузки получается ниже нормативной величины, то необходимо проанализировать расчет, найти малонагруженное оборудование и вывести его из состава путем переноса обработки с малонагруженного оборудования на аналогичное.