

Министерство образования и науки Российской Федерации. |
|||||||||||||||||||||
Северный (Арктический) федеральный университет. |
|||||||||||||||||||||
|
|||||||||||||||||||||
|
Эксплуатации автомобилей и МЛК |
|
|||||||||||||||||||
|
(наименование кафедры) |
|
|||||||||||||||||||
|
|
|
|||||||||||||||||||
|
Просяник Павел Эдуардович |
|
|||||||||||||||||||
|
(фамилия, имя, отчество студента) |
|
|||||||||||||||||||
|
|
|
|||||||||||||||||||
|
Институт |
ЭиТ |
курс |
4 |
группа |
261930 |
|
|
|||||||||||||
|
|
|
|||||||||||||||||||
|
|
|
|||||||||||||||||||
|
|
|
|||||||||||||||||||
|
КУРСОВАЯ РАБОТА |
|
|||||||||||||||||||
|
|
|
|||||||||||||||||||
|
По дисциплине |
|
ТО и восстановление деталей |
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
На тему |
|
Сварка и наплавка дуговая электроконтактная |
|
|||||||||||||||||
|
|
(наименование темы) |
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Работа допущена к защите |
|
|
|
|
||||||||||||||||
|
|
|
(подпись руководителя) |
|
(дата) |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Признать, что работа |
|
|
|
|||||||||||||||||
|
выполнена и защищена с оценкой |
|
|
|
|||||||||||||||||
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|||||||||||||||||
|
Руководитель |
доцент |
|
|
Нерадовский. Д.Л |
|
|||||||||||||||
|
|
|
(должность) |
|
(подпись) |
|
(и.,о., фамилия) |
|
|||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
(дата) |
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Архангельск |
|
|||||||||||||||||||
|
2012 |
|
|||||||||||||||||||
ЛИСТ ДЛЯ ЗАМЕЧАНИЙ.
СОДЕРЖАНИЕ.
1.ЭЛЕКТРОКОНТАКТНАЯ СВАРКА..……………………………...4
2.ЭЛЕКТРОКОНТАКТНАЯ НАПЛАВКА.…………………….…....6
3. ОБЗОР СПОСОБОВ НАПЛАВКИ…..……………………..……...7
4.ТЕХНОЛОГИЧЕСКИЕ ВАРИАНТЫ НАПЛАВКИ………………9
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ…………………..19
1 ЭЛЕКТРОКОНТАКТНАЯ СВАРКА.
При электроконтактной (часто называемой просто контактной) сварке детали нагреваются протекающим в них электрическим током в месте соприкосновения (контакта) до температуры, близкой к плавлению или до расплавления, и затем, сдавленные внешним усилием, свариваются. Металл в месте сварки получает пластическую деформацию.
Электроконтактная сварка является самостоятельной обширной областью сварочной техники и включает многочисленные способы, отличающиеся формой сварного соединения, технологическими особенностями, методами подвода тока и питания электроэнергией. Наиболее распространена сварка переменным током промышленной частоты (50 гц), также применяется ток повышенной частоты (до 300 гц) и радиочастоты (до 450 000 гц).
Большие работы проведены в СССР по разработке и промышленному внедрению новых способов электроконтактной сварки—выпрямленным током и энергией, запасенной в конденсаторах.
Электроконтактиая сварка дает высокую производительность, позволяет проще механизировать и автоматизировать процесс, сократить расход материалов и снизить себестоимость. Эти пре
имущества обеспечили контактной сварке широкое применение в массовом и крупносерийном производстве.
Наибольшее применение нашли три основных способа электроконтактной сварки: стыковая, точечная и шовная (роликовая). В данном учебнике вопросы оборудования и технологии контактной электросварки не рассматриваются.
Стыко-дуговая сварка вращающейся дугой (рисунок 1). Этим способом, разработанным Всесоюзным научно-исследовательским институтом электросварочного оборудования (ВНИИЭСО), сваривают трубы и другие изделия. Дуга возбуждается между кромками стыка труб I (рисунок 1а), на концы которых надеты катушки
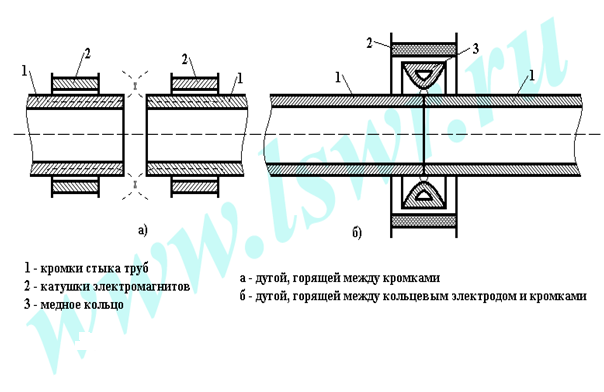
Рисунок 1 – Стыко-дуговая сварка вращяющейся дугой
электромагнитов 2. За счет взаимодействия между током дуги, возникающей между свариваемыми кромками, и магнитным полем, создаваемым включенными навстречу друг другу катушками электромагнитов, столб дуги вращается по окружности свариваемых труб, равномерно нагревая их кромки. После нагрева кромок до требуемой температуры они сдавливаются осадочным давлением и свариваются. При сварке по схеме (рисунок 1б) дуга возбуждается между внутренней поверхностью охлаждаемого водой медного кольца 3 и кромками свариваемых труб 1. Магнитное поле, вращающее дугу, создается катушкой электромагнита 2. Способ используется при сварке неповоротных стыков трубопроводов
2 Электроконтактная наплавка.
Развитие современного машиностроения характеризуется повышением эксплуатационных параметров работы машин, в результате чего использовавшиеся ранее технологические процессы и материалы часто не отвечают возросшим требованиям надежности и долговечности. Упрочнение деталей путем нанесения покрытий позволяет снизить расход легированных сталей при одновременном повышении ресурса работы машин.
Одним из эффективных способов нанесения износостойких покрытий является электроконтактная наплавка (ЭКН).
Электроконтактное нанесение покрытий характеризуется высокой производительностью, низкой энергоемкостью, минимальной зоной термического влияния тока на металл вследствие малой длительности импульса, отсутствием необходимости в использовании защитной атмосферы ввиду кратковременного термического воздействия на материал покрытия, обеспечивает высокие гигиенические условия труда.
Этот способ может применяться для упрочнения деталей с плоской поверхностью различной протяженности, с цилиндрическими и коническими поверхностями. Кроме того, электроконтактный метод может применяться для наращивания металла на поверхность изделия с целью восстановления первоначальных размеров изношенной детали.
3 Обзор способов наплавки.
Сущность способа ЭКН заключается в нагреве присадочного материала и приконтактного объема металла восстанавливаемой детали импульсами электрического тока и их совместной пластической деформации, обеспечивающей образование физического контакта, активацию контактных поверхностей и объемное взаимодействие покрытия и материала основы.
В качестве присадки при ЭКН применяются как порошковые материалы, так и компактные материалы (сплошные металлические ленты и проволоки, порошковые ленты и проволоки). В случае использования в качестве присадки порошковых материалов процесс называется электроконтактное припекание (ЭКП). Припекание – технологический процесс, заключающийся в нанесении на поверхность восстанавливаемой детали порошковой формовки или слоя порошка с целью получения двухслойного материала путем нагрева до температуры, обеспечивающей спекание порошкового материала и образования прочной диффузионной связи с деталью.
3.1 Наварка стальной ленты.
Металлическая лента используется для восстановления деталей типа тел вращения (валы, оси, ролики). Для этого используют отожженные СЛ. В этом случае теплота выделяется в основном на переходном сопротивлении лента – деталь. Наплавленный слой (определение «наплавленный слой» в принципе некорректно.) формируется в результате соединения СЛ с поверхностью детали. Его толщина практически равна толщине СЛ. Ленты почти всех марок стали при наварке значительно упрочняются (наблюдали даже упрочнение слоя, наплавленного лентой стали 08). Получаемая твердость пропорциональна содержанию углерода в стали.
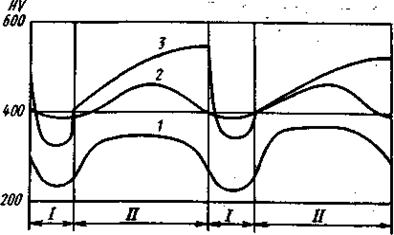
Рисунок 2 - Твердость наплавленного слоя: 1 – сталь 20; 2 – ЗОХГСА; 3 – 65Г (I – ЗТВ последующего импульса тока на участок слоя, наплавленный ранее; II – зона наплавленного слоя без последующего термического воздействия).
Упрочнение происходит неравномерно (рисунок 2). Наиболее интенсивно упрочнение происходит в зонах наплавленного слоя, не подвергающихся термическому воздействию последующих импульсов тока (см. рисунок 2, зона II). Площадь этих зон составляет 50–90% от общей площади наплавленной поверхности. Остальная часть наплавленного слоя разупрочняется при наварке смежных участков в результате повторного термического воздействия. Степень разупрочнения повышается при увеличении содержания углерода в стали и снижении содержания легирующих элементов.
При правильном выборе режима наплавленные слои являются практически беспористыми. Однако с повышением содержания углерода возрастает вероятность образования в наплавленном слое сетки трещин. Поэтому электроконтактную наварку СЛ наиболее целесообразно применять для восстановления и упрочнения деталей, имеющих большой запас усталостной прочности [2].
Недостатками наплавки металлической лентой являются сравнительно низкая прочность сцепления покрытия с основой, тонкий слой наплавленного металла. Увеличить толщину наплавки в данном случае не представляется возможным. Более толстое покрытие позволяет получить ЭКН сварочной проволокой.