Организация производственного процесса во времени (движение предметов труда)
Длительность и содержание производственного цикла.
Цикл производственного процесса – совокупность организованных определённым образом во времени процессов и операций, необходимых для производства определённого продукта.
Длительность цикла процесса – это время выполнения данного процесса от начала первой операции до окончания последней.
Длительность операционного цикла – это время выполнения одной операции, которое состоит из времени обработки партии предметов и подготовительного времени, необходимого на подготовку и завершение операции. При одновременной обработке партии товара предметом труда подготовительное время затрачивается один раз на всю партию.
Любой бизнес-процесс может быть проанализирован по критерию создания потребительской ценности. В этом случае производственный цикл может состоять из следующих составляющих:
Операции, добавляющие ценность продукта для потребителя. К ним относятся технологические операции изменяющем свойства предмета труда, в том числе и операции по непосредственному обслуживанию клиентов.
Операции, не добавляющие ценности для клиента. К ним относят затраты на транспортировку, хранение, контроль.
Перерывы в производственном процессе. Они так же не создают ценности для клиента. В них выделяют регламентированные перерывы и ожидание. Регламентированными являются перерывы, предусмотренные режимом работы предприятия. Перерывы ожидания связаны с тем, что предметы труда пролёживают по разным причинам между операциями производственного процесса. Причины таких явлениий необходимо анализировать и устранять, так как они ведут к неоправданному удлинению цикла производства.
Зависимость длительности производственного цикла от вида движения предметов труда по операциям. Длительность цикла простого многооперационного (мультиэтапного) процесса зависит от способа передачи партии обрабатываемых предметов труда (обслуживаемых клиентов) с операции на операцию.
Под партией (ее размером) применительно к традиционным производственным процессам понимается определенное количество одинаковых предметов, обрабатываемых или собираемых на любой операции непрерывно и с однократной затратой подготовительно-заключительного времени (времени на подготовку и завершение работы, в том числе переналадку оборудования). В общем случае под партией понимается определенное количество полуфабрикатов, готовой продукции, грузов и т.п. одного или нескольких наименований, производимых, поставляемых, транспортируемых или хранимых как физически и/или юридически неделимое целое. В сервисных системах при обслуживании клиентов также используют «партионный» способ.
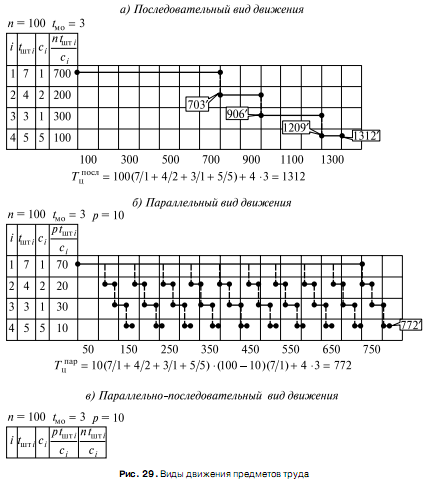
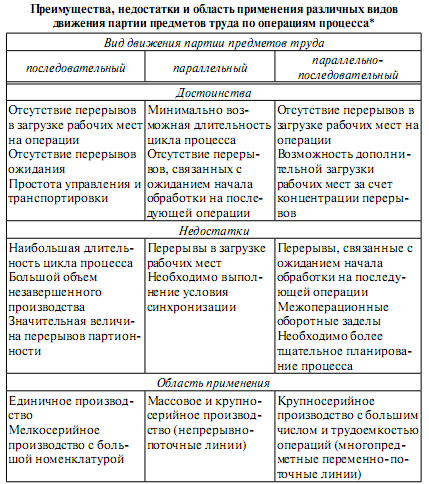
Существуют три вида движения партии предметов труда по операциям (рабочим местам) в процессе их обработки: последовательный, параллельный и параллельно-последовательный.
Суть последовательного вида движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии предметов труда (n) на предыдущей операции. Каждая отдельная единица продукции не может быть передана на следующую операцию, пока не будет закончено выполнение данной операции над всеми единицами партии.
Параллельный вид движения характеризуется тем, что с операции на операцию предметы труда передаются транспортными партиями. При этом по каждой транспортной партии работа на всех операциях технологического процесса ведется без перерывов.
Правила построения графика:
1. Строится цикл обработки первой транспортной (передаточной) (p) партии на всех операциях.
2. На операции с самым продолжительным операционным циклом строится цикл обработки всей партии (n) без перерывов.
3. Для всех транспортных партий, кроме первой, достраиваются операционные циклы на всех операциях, кроме самой продолжительной.
При параллельном виде движения на длительность цикла существенно влияет самая продолжительная операция. Поэтому очень важно обеспечить непрерывность выполнения такой операции, своевременно завершая выполнение всех предшествующих ей операций над каждой из транспортных партий (порций) p, составляющих общую партию продукции n. Размер
транспортной партии p принимается равным и кратным n и одинаковым для всех операций. На всех операциях, кроме операции с максимальной продолжительностью, работа осуществляется с перерывами, равными разности между продолжительностью главной и данной операций.
Параллельно-последовательный вид движения представляет собой сочетание элементов параллельного и последовательного видов движения, поэтому он иногда называется смешанным. Как и при параллельном виде движения, вся обрабатываемая партия n делится на транспортные (передаточные) партии по p штук в каждой. Транспортная партия обрабатывается на каждой операции без перерывов. Ее можно передавать на следующую операцию, не ожидая окончания работы по другим транспортным партиям. При этом должно соблюдаться условие непрерывной работы на каждой операции при изготовлении всей партии n (как при последовательном виде движения).
При организации паpаллельно-последовательного движения возможны два варианта совмещения (запараллеливания) операций.
1. При операционном цикле предшествующей операции (i) меньшем, чем последующей (i + 1). При этом варианте — максимальное совмещение операций можно получить, передавая первую транспортную партию p на последующую (i + 1) операцию сразу же после окончания работы над ней на предыдущей (i). Все последующие транспортные партии будут пролеживать между этими операциями, ожидая освобождения рабочего места на последующей операции (i + 1). При этом обеспечивается непрерывная загрузка всех рабочих мест.
2. При операционном цикле предшествующей операции (i) большем, чем последующей (i + 1). При этом варианте — для обеспечения непрерывной работы на последующей операции (i + 1) при построении графика необходимо ориентироваться на последнюю транспортную партию, определяя возможное время начала работы над ней на этой (последующей) операции. Чтобы обеспечить непрерывную загрузку рабочих мест последующей операции, к этому моменту времени следует закончить работу над всеми остальными транспортными партиями без каких-либо перерывов.