

Процессы в печных системах сухого способа
Физико-химические процессы обжига клинкера по отдельным зонам качественно идентичны процессам в печах мокрого способа.
Позонный расход тепла отличается только по 1-ой зоне вследствие низкой влажности сырья. Кроме того, несколько ниже возврат тепла из холодильника из-за пониженного расхода топлива и, следовательно, воздуха на горение.
4.5. Печная система комбинированного способа производства клинкера
Комбинированный способ производства включает следующие переделы: помол шлама, обезвоживание шлама с применением пресс-фильтра и обжиг клинкера (рис.30).
Рис. 30. Совмещенная система измельчения и сушки сырья и обжига клинкера |
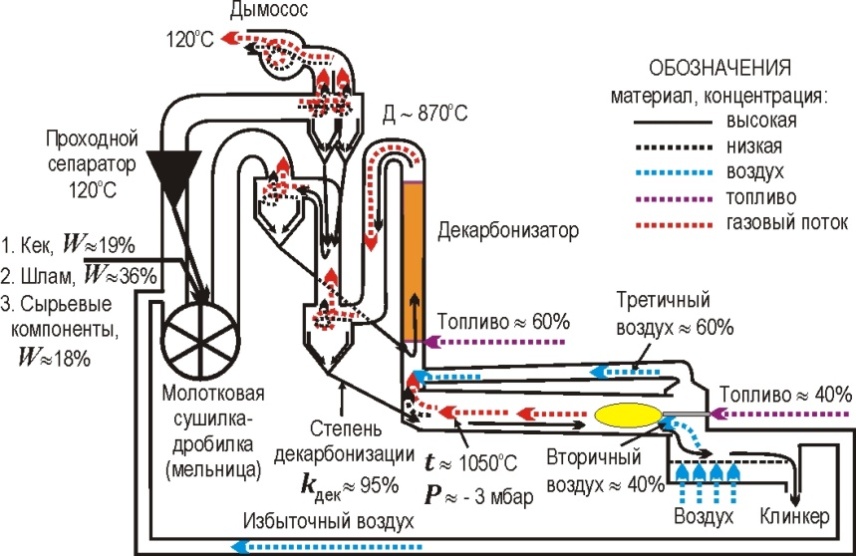
Такая схема может быть использована для сушки и измельчения мягких сырьевых компонентов с повышенной природной влажностью, например, мела, мергеля и других, а также для сушки шлама. Для этого применяется специальная молотковая сушилка-дробилка (мельница1*) с выносом готового продукта
газовым потоком по восходящему газоходу. В зависимости от влажности поступающего материала устанавливается ограниченное число ступеней циклонного теплообменника с тем, чтобы тепла отходящих газов хватило для сушки материала. При исходной влажности материала 20% требуется 3 ступени теплообменника и в случае использовании тепла избыточного воздуха расход тепла на обжиг клинкера составит около 3750 кДж/кг, 860 ккал/кг, 123 кут/т.
Если же сушке подвергается шлам с влажностью 32%, то необходимы 2 ступени и расход тепла составит 4750 кДж/кг, 1130 ккал/кг, 162 кут/т клинкера.
Тема 5
5.1. Футеровка печных агрегатов для обжига клинкера Футеровочные огнеупорные материалы
Футеровка – слой огнеупора, покрывающий внутреннюю часть печи, служит для защиты корпуса от воздействия высоких температур и снижения теплопотерь через корпус. На различных участках вращающейся печи преимущественно используются следующие огнеупорные материалы (рис. 31).
Рис. 31. Футеровка вращающейся печи мокрого способа производства |
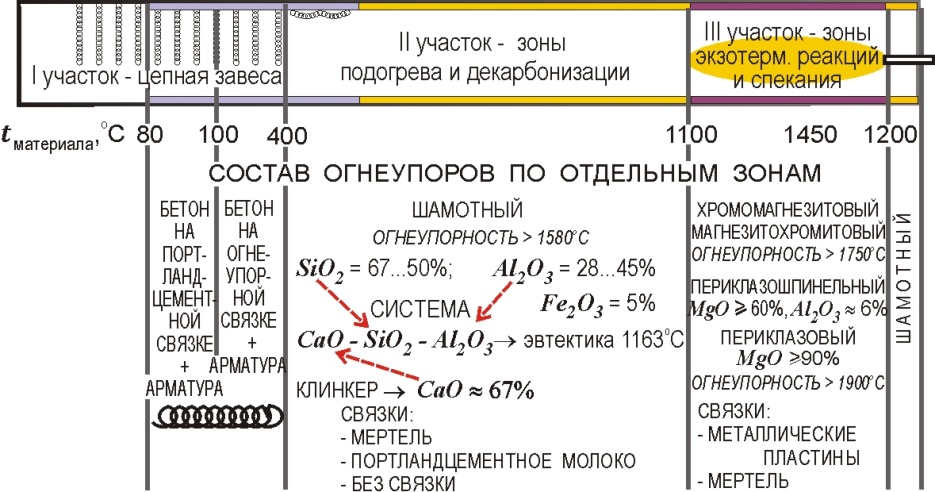
I участок – область теплообменных устройств (зоны сушки и частично подогрева);
II участок – подготовительные зоны (часть зоны подогрева и декарбонизации);
III участок – высокотемпературные зоны (экзотермических реакций и спекания).
Первая половина холодной части цепной завесы не футеруется. В этой области температура достаточно низкая, и потери через корпус незначительны. При этом происходит увеличение внутреннего диаметра печи, снижается скорость газового потока и, следовательно, пылеунос. Вторая половина зоны сушки при температуре материала до 100ºС футеруется бетоном на портландцементной связке и для противодействия истиранию армируется. Армирование может производиться металлическими спиралями диаметром ~ 100 мм и толщиной прутка 6…10 мм, которые привариваются к корпусу, а затем заливаются бетоном. При плохой грануляции материала температура порошкообразной смеси в горячей части цепной завесы достигает ~ 400ºС, тогда эта часть футеруется огнеупорным бетоном на основе жидкого стекла или глиноземистого цемента. Для предотвращения истирания эту часть цепной завесы рекомендуется покрывать жаростойкими металлическими бронеплитами. Участок цепного коврика следует футеровать шамотным кирпичом.
II-ой участок футеруется шамотным огнеупором без связки. В качестве связки может также применяться портландцементная суспензия или специальный мертель. Химический состав шамотного кирпича следующий: SiO2 = 67…50%, Al2O3 = 28…45%, Fe2O3 ≈ 5%, термостойкость более 50 циклов, огнеупорность более 1580ºС. Несмотря на высокую огнеупорность шамотный кирпич нельзя укладывать на участках, где температура выше 1100ºС, так как кислый огнеупор с избыточным СаО сырьевой шихты образует эвтектику в системе CaO–SiO2–Al2O3 при 1163ºС и, следовательно, в результате интенсивного химического взаимодействия происходит растворение алюмосиликатов в обжигаемом материале с разрушением футеровки.
Зона спекания – самый ответственный участок печи, так как здесь на футеровку воздействуют высокая температура и клинкерный расплав. Вследствие того, что клинкер является оснóвным материалом, то и огнеупор для данной зоны должен быть оснóвным. Наибольшее распространение в настоящее время имеют огнеупоры на основе МgО.
По содержанию МgО и связки определяется название огнеупора. Хромомагнезитовый: МgО≥ 42%, Сr2O3 ≥ 15%, магнезитохромитовый: МgО ≥ 60%, Сr2O3 ≈ 10%, огнеупорность этих материалов более 1750ºС; периклазошпинельный МgО ≥ 60%, Al2O3 ≈ 6 %, периклазовый МgО ≥ 90%, огнеупорность которых более 1900ºС. Чем больше МgО и меньше кислой составляющей, тем выше огнеупорность, но клинкер труднее припекается к огнеупору, т.е. хуже образуется обмазка. Это приводит к ряду отрицательных последствий: снижаются стойкость футеровки и теплоизоляция, увеличиваются потери тепла через корпус и общие потери тепла. Кроме того, все огнеупоры, содержащие повышенное количество МgО, обладают пониженной термостойкостью (3…5 циклов смены температур), поэтому при возникающих теплосменах в огнеупоре образуются сколы кирпича на глубине 20…30 мм от поверхности.
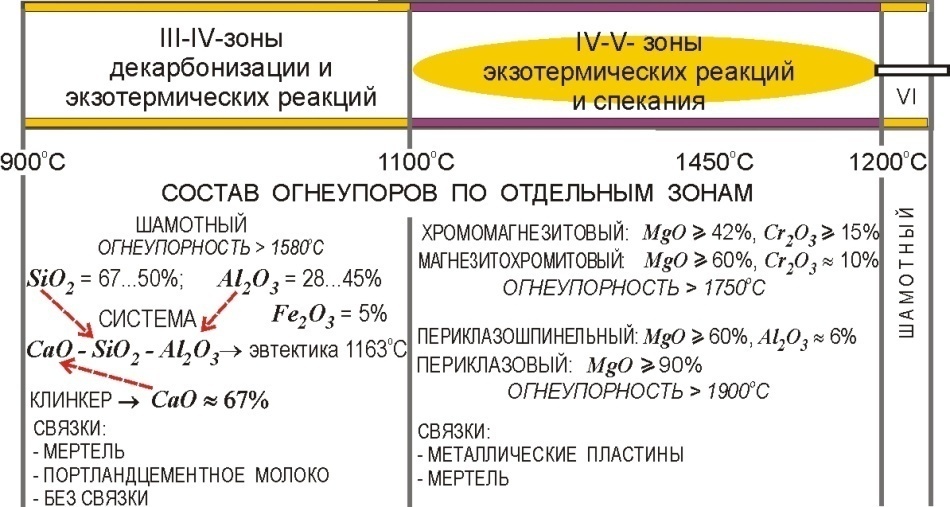
Футеровка вращающейся печи сухого способа производства осуществляется такими же огнеупорными материалами, как и в печи мокрого способа: подготовительные зоны – шамотным огнеупором, а спекания – кирпичом на основе МgО (рис. 32).
Рис. 32. Футеровка вращающейся печи сухого способа производства |
При футеровке циклонных теплообменников используется многослойная футеровка, состоящая из теплоизолирующего и защищающего от износа огнеупорного слоя. Теплоизолирующий слой выполняется панелями из силиката кальция или легковесных огнеупорных кирпичей. При футеровке теплообменника широко используется огнеупорный бетон.