

4.3. Оценка качества фальцовки
Качество фальцовки характеризуется следующими параметрами: точностью фальцовки, плотностью затяжки фальца, деформацией листа по месту сгиба, отсутствием заломов и смятия фальца, величиной шлейфа.
Точность фальцовки определяется отклонением линии фальца от теоретической линии сгиба и косиной. Допускается неравенство корешковых полей от 1 до 3,5 мм, косина от 0,5 до 2 мм в зависимости от формата издания. В среднем инструкциями установлен допуск на фальцовку ±2 мм, размер шлейфа (8±2) мм. На точность фальцовки оказывают влияние прежде всего технические возможности фальцевальных машин. Допуски для ножевых машин для 3–4-го сгибов ±0,5 мм, для кассетных фальцевальных машин ±0,75 мм, для фальцаппаратов офсетных ротационных ±1 мм, а для книжно-журнальных ротаций высокой печати ±3 мм.
На точность фальцовки влияет точность резки. Лист в кассетной машине равняется по боковой кромке, поэтому если кромка листа смята, то лист перекашивается. В кассетных машинах при наличии смятия наблюдается преждевременная фальцовка, т. к. лист образует петлю, не доходя до упора. Для получения точного сгиба кромка листа должна быть свежеобрезанной. Необходимо так изменить спуск полос, чтобы равнение при фальцовке шло по свежеобрезанной стороне. Если основной тираж печатается на рулонных ротациях по формату 84×110, а дробная часть на листовых, то формат дробной доли должен быть таким же (84×110). На точность фальцовки влияют и предыдущие технологические операции, такие как раскладка полос и приводка, при отклонениях в этих операциях точная фальцовка невозможна.
Вторым параметром, характеризующим качество фальцовки, является плотность затяжки фальцев. При неплотной затяжке фальцев (т. е. неплотном прилегании листов по месту сгиба) происходит неплотное шитье блока и обшив фальца, когда пришивание тетради происходит не по месту сгиба. К сожалению, плотность затяжки фальца не имеет пока объективного критерия для оценки. Наиболее плотная затяжка фальцев – у кассетных машин, а наименее плотная – у клапанно-барабанной фальцовки.
Критерием оценки суммарной величины деформации листа в месте сгиба служит угол восстановления (угол между половинками тетради, лежащей свободно на горизонтальной поверхности).
Благодаря наличию в сфальцованной бумаге обратимых деформаций угол увеличивается со временем свободного вылеживания бумаги. Необходимо отметить, что полного восстановления сфальцованного листа не происходит из-за наличия остаточных деформаций и частичного разрушения связей между волокнами бумаги (рис. 4.5).

Рис 4.5. Изменение угла восстановления α со временем
Графическая зависимость позволяет сделать вывод о том, что полученные при фальцовке деформации необходимо закрепить прессованием через 2–4 минуты после фальцовки.
4.4. Образование фальца и режимы фальцевания
Процесс фальцевания можно рассматривать как изгиб с очень малым радиусом кривизны. Схема деформации листов при фальцовке показана на рисунке 4.6.
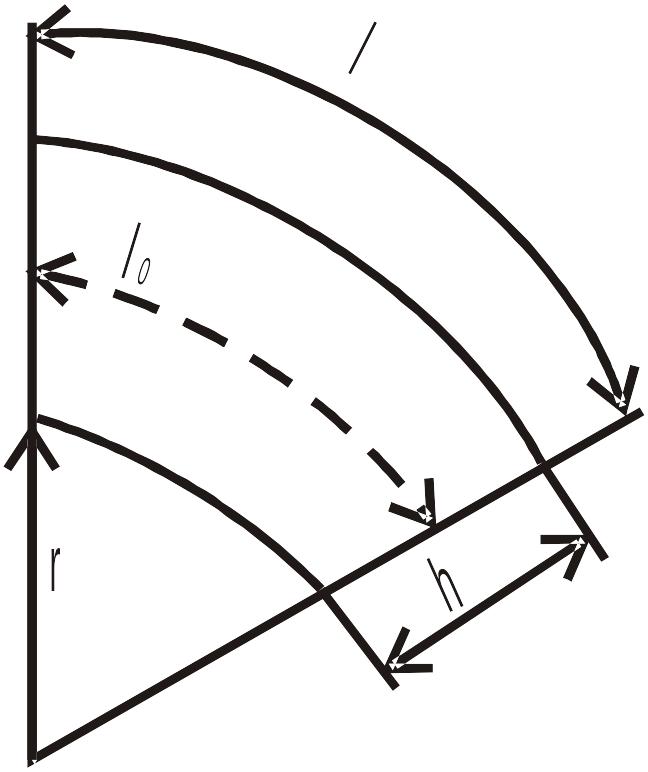
Рис. 4.6. Схема деформации листов при фальцовке
При изгибе наружная сторона листа растягивается, а внутренняя сжимается.
О
,![]()
где l – длина дуги деформируемых слоев;
l0 – длина дуги нейтральной линии;
r – радиус изгиба;
h – толщина листа.
При сложении листа пополам r = 0 и ∆l = 100 %. В действительности такие растяжения для бумаги невозможны, и тот факт, что бумага при перегибе не разрушается, объясняется гибкостью волокна и пористой структурой бумаги, поэтому в зоне изгиба наблюдается не только растяжение, но и сжатие с уплотнением, а также разрушение пор.
Относительная деформация сжатия внутренней стороны сгиба будет иметь такое же абсолютное значение, но с обратным знаком.
Если сгиб происходит вдоль направления отлива бумаги, то в зону перегиба попадают в основном боковые разветвления волокон целлюлозы и только часть волокон пересекают линию сгиба. Сгиб в этом случае получается четким, без заломов. При фальцовке бумаги вдоль направления отлива давление передней кромки листа в упор кассеты в момент образования петли невелико и вероятность ее повреждения уменьшается, благодаря чему скорость может быть увеличена до 3 м/с . Если фальцовка происходит поперек направления отлива бумаги, то во избежание повреждения кромки листа при ударе об упор кассеты скорость фальцевания нужно снизить до 2 м/с, а давление фальцующих валиков увеличить вдвое по сравнению с долевой фальцовкой.
Специфика образования второго сгиба при перпендикулярной фальцовке состоит в том, что по месту первого сгиба жесткость листа больше, а условия перегиба внутренних и наружных долей листа неодинаковы. Возникает разный прогиб листа при образовании петли второго сгиба. Перегиб внутренних листов подобен образованию первого сгиба, наружные доли листа огибают внутренние по радиусу, равному толщине бумажного листа, относительная деформация растяжения и сжатия составит 33%.
При образовании второго сгиба могут быть применены бигующие и перфорирующие устройства, а при образовании третьего корешкового сгиба – только бигующие.
Перфорация улучшает условия образования фальца за счет местного разрушения бумаги по линии будущего сгиба, а также условия выхода воздуха из петли тетради при последующем третьем сгибе.
Бигующие устройства производят уплотнение бумаги по линии сгиба, что вызывает падение жесткости по месту предыдущего фальца в месте его пересечения с линией биговки. Это позволяет повысить точность фальцовки и улучшить степень спресованности.
Условия образования фальцев улучшаются при увлажнении бумаги, т.к. повышается способность к деформации. При прочих равных условиях угол восстановления при параллельной фальцовке меньше, чем при комбинированной и перпендикулярной.