

3.4. Факторы, влияющие на точность разрезки листа в стопе
Точность разрезки отпечатанных листов влияет на точность фальцовки. Брак при разрезке неисправим. Допустимые отклонения от заданного размера по длине и ширине зависят от вида продукции и составляют для книжной продукции ±1мм, для этикеток может достигать ±0,01 мм, а по косине 0,1 % от длины реза. Современные бумагорезальные машины обеспечивают эти допуски. На точность резки влияют следующие факторы.
1. Геометрические параметры стопы (высота стопы). С увеличением высоты стопы точность разрезки ухудшается, растет ∆l (рис. 3.2) – отклонение в миллиметрах от точности разрезки в зависимости от высоты, как по показателю от заданного размера по ширине (линия 1), так и по показателю косины (линия 2).
∆l,мм
1
2
h, см
Рис. 3.2. Влияние высоты стопы на точность разрезки
Рекомендуемое количество листов бумаги в стопе (привертке) в зависимости от массы колеблется от 500 до 1000. Максимальная высота стопы во всех бумагорезальных машинах – 13 см.
Длина реза на точность разрезки влияния не оказывает.
2. Качество материала (прочность на раздавливание и разрыв, объемная масса, толщина, гладкость). Наиболее точно разрезаются бумаги гладкие, толстые, с большим объемным весом. Эти бумаги меньше деформируются под прижимом и не вытягиваются из-под балки прижима. Коэффициент трения этих бумаг низок и отрезаемая часть легко смещается фаской ножа.
3. Влажность бумаги. При повышении влажности снижается прочность бумаги на разрыв, повышается точность разрезки, но при большой влажности увеличивается коэффициент трения бумаги и затрудняется смещение отрезаемой части и точность разрезки снижается. Оптимальная влажность 7–8 %.
4. Давление прижима. С увеличением давления прижима вероятность вытягивания листов из-под прижима уменьшается и точность увеличивается. Однако разные по свойствам бумаги требуют различного давления. Так, бумаги с большим объемным весом и гладкостью режутся точно при удельной силе давления прижима 20–25 кгс/см, а бумаги с малым объемной массой требуют большего давления, т.к. возможно их вытаскивание из-под прижима во время резки.
5. Геометрия ножа. Форма заточки может быть прямолинейной и двойной прямолинейной. Наиболее распространена прямолинейная заточка с углом заточки =11–25°.
С увеличением отклонения ∆l изменяются линейно (рис. 3.3), причем с увеличением угла заточки увеличиваются отклонения как по размеру (линия 1), так и по косине (линия 2).

Рис. 3.3.Влияние угла заточки ножа на точность разрезки
Д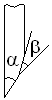 войная
прямолинейная заточка. Такая
заточка имеет меньшую площадь трения
между фаской и отрезаемой частью стопы,
поэтому уменьшается лобовая составляющая
силы резания, повышается точность
разрезки. При такой заточке усложняется
первая заточка, но облегчается переточка.
войная
прямолинейная заточка. Такая
заточка имеет меньшую площадь трения
между фаской и отрезаемой частью стопы,
поэтому уменьшается лобовая составляющая
силы резания, повышается точность
разрезки. При такой заточке усложняется
первая заточка, но облегчается переточка.
6. Острота ножа. Острота ножа связана с радиусом закругления режущей кромки, который изменяется от 4 до 40 мкм. С затуплением ножа увеличивается вероятность вытягивания листов из-под прижима, падает точность, возрастает косина.
7. Характер движения ножа. Наибольшую точность дает вертикальное движение ножа, но при сабельном движении обеспечивается плавное врезание, повышается чистота реза, поэтому в бумагорезальных машинах используется именно сабельное движение.
8. Скорость работы. Точность растет с увеличением скорости работы до 40 цикл/мин.
9. Состояние машины. При наличии зазора между направляющими и ножедержателем в 0,1 мм наблюдается отклонение в 0,45 мм. Положение ножа по отношению к столу-талеру, если отклонение составит всего лишь 35′, то неточность достигнет 1,2 мм.
10. Характеристика работы ножей. Свежезаточенный нож имеет радиус закругления режущей кромки 4 мкм и в первом периоде работы ножа – приработке – лезвие очищается от неровностей, на срезе в этот период заметны мелкие полосы, исчезающие через 50–200 резов. Во втором периоде нормальной работы радиус увеличивается до 25 мкм – обрез чистый. В третьем периоде радиус достигает 34 мкм – обрез гладкий, но кромки листов несколько спрессовываются. При дальнейшем увеличении радиуса кромки листов слипаются настолько, что листы трудно отделить, резко возрастает сила резания, что грозит поломкой. Слипание листов – сигнал к смене ножа, нож необходимо менять через 1000–1500 резов. Надо иметь в виду, что стойкость ножа зависит в основном от содержания в бумаге наполнителя и гладкости бумаги. В зависимости от сорта бумаги изменяется и угол заточки ножа. Для газетной бумаги – 16°, картона – 80° (для картонорубилки), мягких и тонких бумаг – 19°, жестких бумаг – – 22°, при переменной резке 22°.
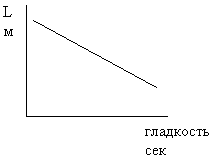
Чем меньше угол заточки ножа, тем меньше сопротивление резанию, но понижается жесткость и прочность лезвия. При затуплении ножа он укорачивается примерно на 150 мкм. Каждая переточка укорачивает нож на 0,2 мм. При правильной перезаточке каждый нож может выдержать 300 перезаточек. Стойкость ножа зависит от содержания в бумаге наполнителей (зольности) и гладкости бумаги. Влияние зольности различных бумаг: 1 – газетная; 2 – офсетная до 100 г/м2; 3 – офсетная до 130 г/м2; 4 – мелованная до 100 г/м2; 5 – мелованная до 130 г/м2, показано на рисунке 3.4. Как видим, увеличение наполнителя значительно снижает количество резов, что характерно для мелованной бумаги (рис. 3.4 а).
L, м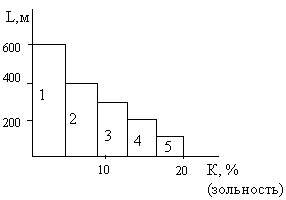
а)
б)
гладкость, с
Рис. 3.4. Влияние на количество погонных метров реза до перезаточки: а) зольности бумаги; б) гладкости