

18.2. Способ припрессовки с использованием дублированных пленок
Получил сейчас большое распространение, особенно с развитием офисной техники цифровых печатных машин. Достаточно широко применяется для обложек и сторонок переплетных крышек.
Суть его заключается в том, что на прочную прозрачную полимерную пленку (лавсановую, полипропиленовую, полиамидную, целлофановую и т. п.) в промышленных условиях наносится из расплава слой полиэтилена или сополимеров ВА с этиленом. Этот последний слой и будет являться клеевым, под действием температуры прессующего каландра данный слой расплавляется и под действием давления затекает в неровности и поры бумаги, затвердевает при охлаждении и таким образом соединяет пленку с бумагой или оттиском.
Преимуществом способа является то, что отсутствует процесс приготовления на предприятии клеевых композиций – нет пожароопасности (возгорания растворителей), снижаются затраты на электроэнергию (отсутствие сушки растворителей) упрощается конструкция машины и уменьшаются её габариты.
Припрессовку дублированных пленок можно осуществлять либо на машинах для клеевой припрессовки пленки, но обязательно при отключенном нагреве сушильного барабана или сушильной камеры (нельзя дважды расплавлять клеевой слой – снижается прочность), либо на машинах, специально предназначенных для дублированных пленок. Принципиальная схема бесклеевой припрессовки представлена на рисунке 18.3.
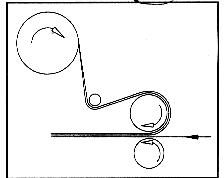
Рис. 18.3. Схема припрессовки дублированных пленок
Примером подобного оборудования являются машины ACF/TM и ACF/T фирмы Tecnomac (Италия) и ATS фирмы Billhofer (Германия). В таблице 18.2 приведены некоторые технические данные оборудования.
Таблица 18.2
Технические данные машин серии ATS
№ |
Наименование показателей |
Единицы измерения |
Марка оборудования |
|
ATS76/102 |
ATS102/124 |
|||
1 |
Максимальная скорость |
отт/ч |
7500 |
7500 |
2 |
Максимальная скорость |
м/мин |
40 |
40 |
3 |
Максимальный формат |
мм |
7601020 |
10201420 |
4 |
Максимальный формат |
мм |
250250 |
250250 |
5 |
Мощность |
кВт |
13 |
13 |
6 |
Габариты |
м |
525 |
72,32 |
7 |
Масса бумаги, картона |
г/м2 |
115–500 |
115–500 |
8 |
Вид готовой продукции |
– |
Листы |
листы |
18.2.1. Дублированные пленки. Дублированные плени могут быть изготовлены на основе лавсана, ориентированного полипропилена, целлофана, полиамида. Толщина пленок не должна превышать 30 мкм. Полипропиленовая биориентированная пленка (ВОРР) с термоплавким клеевым слоем IP28G имеет толщину 28 мкм, причем ВОРР составляет 15 мкм и 13 мкм – клеевой термоплавкий слой, рабочая температура 100–125 °С.
Пленка на основе лавсана (ПНЛ-3) имеет толщину 25 мкм, температура прессующего каландра 110–120 °С. Пленки на основе целлофана редко используются из-за скручивания продукции. Пленки на основе полиамида обладают хорошими физико-механическими свойствами, воспринимают печатные краски, однако они дороже ВОРР. Рабочие температуры прессующего каландра лежат в интервале 110–125 °С.
Нидерландская фирма GBC FilmProduct выпускает широкий ассортимент полимерных пленок для припрессовки. Так, например, для оттисков с минимальной запечаткой предназначена пленка NapLam I, а для оттисков с запечаткой до 100 % – NapLam II. Пленки выпускаются матовые, глянцевые, паронепроницаемые и паропроницаемые «Lay-Flat». Специально для оттисков с цифровых печатных машин – пленка GBC-Hi-Tac. Особенность этой пленки в том, что она включает реакционно-способный клеевой слой (по-видимому, полиуретановый), который реагирует с поверхностным слоем бумаги и печатными красками и образует прочное соединение.