

3. Обработка отпечатанных листов
3.1. Сталкивание листов
Сталкивание листов – это выравнивание их в стопе по длине и ширине. Выравнивание производится на верные стороны (по этим взаимно перпендикулярным сторонам лист выравнивается по передним и боковым упорам печатной машины). Необходимость сталкивания вызывается недостаточным выравниванием листов на приемке печатных машин. Сталкивание выполняется вручную или на машинах для сталкивания. Нужно принимать во внимание, что за смену рабочий поднимает около 5 т бумаги, поэтому при загрузке более 60 тыс. листов в смену необходимо предусматривать машины для сталкивания.
3.2. Счет листов
Необходимость операции счета листов возникает при контроле выработки и некоторых беловых товаров. Счет важная операция на предприятиях, выпускающих продукцию строгой отчетности. На печатной фабрике Гознака созданы несколько моделей листосчетных машин. Машина 4ЛС-2 может выполнять общий счет листов и программный счет с отделением закладкой нужной пачки. Отделение листов бумаги в стапеле при счете производится вращающимися дисками с вакуумными устройствами. Счет листов производится со стороны верного угла, а платформа, на которой уложена стопа бумаги, должна иметь срезанный угол.
3.3 Разрезка листов в стопе
Подрезка – срезка кромок у листов для устранения косины, смятия кромок и получения нужного формата.
Разрезка – разделение стопы бумаги на требуемое количество частей. Разрезке перед фальцовкой подвергаются отпечатанные листы текста, иллюстрации, форзацы.
К![]() оличество
частей, на которые требуется разрезать
отпечатанные бумажные листы перед
фальцовкой, может быть определено
следующей формулой:
оличество
частей, на которые требуется разрезать
отпечатанные бумажные листы перед
фальцовкой, может быть определено
следующей формулой:
,
где D – доля листа;
d – число долей в тетради;
Sл – число страниц в бумажном листе;
SТ – число страниц в тетради.
Разрезка и подрезка производятся на одноножевых бумагорезальных машинах различных конструкций, однако схема разрезки одинакова в любых машинах (рис. 3.1).
Ножи бумагорезальных машин изготавливаются из двухслойной стали, основание из низкоуглеродистой, а режущая часть из стали повышенной твердости.
Режущая кромка ножа представляет собой полуцилиндрическую поверхность с радиусом закругления 4 мкм, по мере затупления радиус закругления увеличивается до 34 мкм.
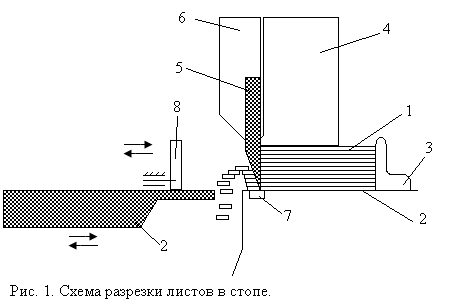
Рис. 3.1 Схема резки листов в стопе:
1 – стопа бумаги; 2 – стол машины; 3 – затл; 4 – прижим; 5 – плоский клинообразный нож; 6 – ножедержатель; 7 – марзан;
8 – выравнивающая станция
При разрезании листов балка прижима спрессовывает стопу, а клинообразный нож развивает давление Ру. При обычных условиях работы машины, как бы ни было велико давление балки прижима Р, местные напряжения сжатия, возникающие под давлением лезвия ножа на стопу бумаги из-за малой площади лезвия, всегда будут больше чем давление балки прижима, поэтому под режущей кромкой ножа будет создаваться сила прессования, достаточная для разрушения волокон бумаги, которое наступает при Р = 2000 кг/см2. Закругленная кромка ножа действует как клин, растягивая и разрывая часть волокон. При этом имеет место возникновение опережающей трещины. Для разрезания нижних листов в стопе необходимо врезание ножа в марзан не более 1 мм, с увеличением количества резов образующаяся в марзане щель будет увеличиваться, а нижние листы будут разрываться ножом, что приводит к снижению качества разрезки. В качестве материалов для марзанов используются в основном синтетические полимеры – винипласт, полиэтилен; эпоксидные смолы, ранее применялись марзаны из дуба, бука, березы.