

14.3. Сборка переплетных крышек
Технология сборки переплетных крышек заключается в нанесении клея на покровный материал, точное позиционирование с последующей приклейкой картонных сторонок и отстава, загибки сначала верхних и нижних клапанов, а затем передних, каландрирование переплетной крышки. Углы заготовок листового покровного материала должны быть срезаны для качественной заделки уголков переплетной крышки. Сборка переплетных крышек может осуществляться на автоматических крышкоделательных машинах с листовой или рулонной подачей покровного материала. Выпуск крышкоделательных машин с рулонной подачей покровного материала (КД-3М) прекращен. Схема автоматической крышкоделательной машины с листовой подачей покровного материала представлена на рисунке 14.6.
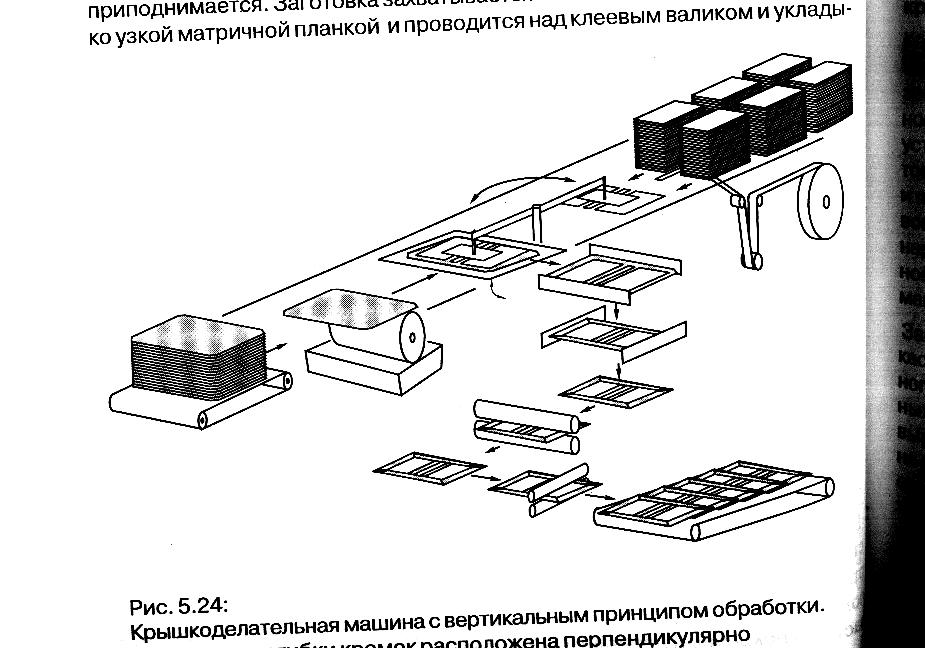
Рис.14.6. Крышкоделательная машина с листовой подачей покровного материала
Подобные крышкоделательные машины предназначены для крупносерийного и серийного производства. К ним относятся DA-260, DA-270, DA-232 фирмы Kolbus, PURPLЕ MAGNA HSK30 фирмы MAGNA и др. Скорость работы колеблется от 1,5 до 2,5 тыс. крышек в час. Для типографий с непостоянной загрузкой книжной продукции небольшими тиражами могут быть рекомендованы полуавтоматические крышкоделательные машины, управляемые одним оператором с одного рабочего места. Это набор пооперационных устройств, сконцентрированный на одном рабочем месте. Он включает клеемазальное устройство для нанесения клея на покровный материал, вакуумный стол, предотвращающий скольжение и устройство для позиционирования сторонок и отстава, устройство для загибки клапанов материала и каландр для обжима готовой крышки. Производительность такого оборудования составляет 150–200 крышек в час, что наиболее эффективно для тиражей 1–2 тыс. экземпляров. Полуавтоматы подобной комплектации выпускают следующие компании: Short Run Solution – модель Casе DarixI, H-H.Schmеdt – модель Prazi CasеSC2, Zеchini – модели Roby Junior 70 и Roby Junior 100.
Сборка переплетных крышек может осуществляться на отдельных пооперационных станках, установленных в технологической последовательности, и оператор по мере выполнения операций перемещает полуфабрикат с одного оборудования на другое. Комплект подобного оборудования выпускает компания Август Принт, в него входит: клеемазальный станок КМ-35, устройство для сборки крышки СПК-300М, станок для загибки клапанов ЗК-640М, каландр 60, устройство для выгибки шпаций КПК-300. На российском рынке широко представлена компания H.-H.Schmеdt с набором пооперационного оборудования: клеемазальное устройство Hеrold, сборка крышки Pradеck, загибка клапанов Pracant, обжим Prakash, выгибка шпации Prarund.
Для изготовления переплетных крышек применяются глютиновые клеи: костный и желатиновый. Они обладают высокой липкостью, сохраняющейся длительное время, что позволяет получать прочную загибку клапанов покровного материала как на машинных, так и на ручных операциях.
Интегральные переплетные крышки могут быть изготовлены на фальцевально-склеивающих машинах, например на UnifoldTMAutomatic компании Klugе, а также на специализированной машине SAB 100C digital компании Rеtratto. Технологический процесс изготовления состоит из следующих этапов: высечка заготовки, биговка мест будущих сгибов, фальцовка и склейка.
Высечка производится на штанцевальном прессе, а биговка, фальцовка и склейка – на фальцевально-склеивающей линии или специализированной машине. На фальцевально-склеивающей линии интегральную крышку обычно делают в два прогона: сначала заклеивают клапаны по одной стороне (продольные), а затем – по другой (поперечные). Если оснастить фальцевально-склеивающую линию перпендикулярным модулем (Fidia Dokki), то можно изготавливать интегральные крышки в один прогон.
Обложка с клапанами до соединения с книжным блоком раскраивается либо высечкой, либо на одноножевой резальной машине (в зависимости от материала), затем выполняются четыре бига по корешку для вставки блока и удобства раскрывания. Клапаны предварительно не бигуются, эта операция осуществляется на клапанно-загибочной машине ZK320.