

10. Клеевое бесшвейное скрепление
Способ клеевого бесшвейного скрепления (КБС) был запатентован в 1811 г. задолго до механизированного шитья нитками. Однако применяемые в то время клеи (костный, крахмальный, казеиновый) не позволяли создать прочную конструкцию книжного блока. Второе рождение способ получил во второй половине 20 века, после синтеза поливинилацетатной дисперсии (ПВАД) и ее сополимеров. Быстрому внедрению КБС способствовали его неоспоримые преимущества:
– отсутствие зависимости трудоемкости скрепления от объема блока;
– высокая скорость скрепления (200–300 ц/мин), позволяющая объединить печатные и брошюровочно-переплетные процессы;
– возможность создания автоматизированных поточных линий по изготовлению книжной и журнальной продукции;
– повышение производительности труда в 1,5–2 раза;
– сокращение численности работающих;
– сокращение производственных площадей за счет ликвидации складов промежуточного хранения полуфабрикатов;
– сокращение сроков выпуска изданий.
Снижение себестоимости продукции, сокращение этапов логистики, агрегатирование с офсетной и цифровой печатью позволяют способу КБС успешно конкурировать с другими способами скрепления.
10.1. Классификация и обзор способов кбс
В основу классификации способов КБС можно положить степень механической обработки корешка блоков и выделить три группы способов (рис. 10.1).
Способы КБС



с частичным
разрушением
корешковых фальцев
со срезкой
корешковых фальцев
без срезки
корешковых фальцев
Рис. 10.1
10.1.1. Способы со срезкой корешковых фальцев. Внутри группы можно выделить способ без роспуска (смещения листов друг относительно друга) листов при нанесении клея, с роспуском листов при нанесении клея, с дополнительным армированием корешка.
Способ без роспуска листов при нанесении клея нашел наибольшее применение. Сущность способа заключается в полной срезке корешковых фальцев фрезой, дополнительном разрыхлении поверхности корешка (торшенировании) для увеличения площади склейки и однократном или двукратном нанесении клея. В качестве клеев используются поливинилацетатная дисперсия ПВАД, термопластичные – термоклеи; термореактивные – полиуретановые клеи. ПВАД может наноситься одно- или двукратно. При двукратном нанесении используются машины с двумя клеевыми аппаратами: в первом наносится маловязкая ПВАД и после промежуточной ИК-сушки – высоковязкая ПВАД во втором клеевом аппарате. Термоклеи и полиуретановые клеи наносятся однократно, но каждый из них требует специального клеевого аппарата, поэтому машины КБС могут снабжаться сменными клеевыми аппаратами для разных видов клеев. Для серийного и крупносерийного производства ведущими производителями оборудования (фирмами Kolbus, Muller Martini, Sigloch, Wohlenberg) выпускаются высокоскоростные автоматизированные поточные линии. Они включают машину для комплектовки блоков подборкой, машину для клеевого бесшвейного скрепления с клеевыми аппаратами для любого клея, обеспечивающую полную механическую обработку корешка, окантовку корешка или крытье обложкой, машину для обрезки блоков с трех сторон. Для изданий в мягкой обложке технологический процесс скрепления завершается крытьем мягкой обложкой с последующей обрезкой с трех сторон и упаковкой, для книг в твердом переплете производится окантовка корешка бумагой, микрокрепированной бумагой или нетканым материалом, с последующей трехсторонней обрезкой и обработкой на блокообрабатывающих агрегатах.
Для мелкосерийного производства предлагаются машины КБС с ручной подачей блоков в зажимы, с упрощенным клеевым аппаратом для термоклея и секцией крытья обложкой. Издания в мягкой обложке, выпускаемые единичными тиражами, могут скрепляться на оборудовании настольного типа. На этом оборудовании осуществляется скрепление их термоклеем и крытье обложкой (при этом фальцы должны быть предварительно срезаны). Для цифровых печатных машин разработаны модули КБС, выполняющие скрепление и крытье мягкой обложкой. Фирмой Biclomatic разработаны линии для выпуска книг в твердом переплете КБС, агрегатированные с цифровыми печатными машинами. Подобное оборудование позволяет осуществлять выпуск книг "по-требованию" (передаваемых по сети из издательств или индивидуальными заказчиками).
Способ с роспуском листов при заклейке корешка осуществляется путем нанесения клея с помощью конических валиков, вызывающих смещение листов друг относительно друга на величину склейки. Клей как бы затекает между листами бумаги, что увеличивает площадь склейки и, как следствие, прочность. Используется в настольных машинах Fastbind и в ряде оборудования фирмы Sigloch.
Способ с армированием корешка заключается в нанесении поперечных пропилов на корешок после срезки фальцев и введением в эти пропилы нитей или другого армирующего материала. Применяется главным образом при реставрации книг.
10.1.2. Способы без срезки корешковых фальцев. В эту группу входит: способ односгибных тетрадей, способ с предварительным нанесением клея на корешковые фальцы тетрадей и способ с использованием тетрадей, скрепленных термонитями.
Сущность способа скрепления односгибных тетрадей заключается в комплектовке блока из односгибных тетрадей с последующей заклейкой и окантовкой корешка. Недостатками способа являются высокая трудоемкость операции фальцовки и комплектовки блоков, кроме того из-за статических свойств бумаги при сталкивании на корешок не всегда удается выровнять большое количество односгибных тетрадей, и поэтому наблюдается небольшое смещение тетрадей в корешке, что приводит впоследствии к непроклейке тетради и её выпадение из книжного блока.
Способ с предварительным нанесением клея на корешковые фальцы заключается в нанесении узких полос клея в процессе печати на ролевых ротационных машинах или на фальцевальных машинах на место корешкового сгиба с помощью специальных клеевых головок. На выходе из машины листы тетради скреплены по корешковому сгибу несколькими полосками клея шириной около 1 мм. После комплектовки блоков корешок окантовывается бумагой, таким образом исключается операция шитья блоков. Однако несколько слоев клея в корешковом фальце тетради очень утолщают корешковую часть блока, что ограничивает способ по объему издания, кроме того требуется установка клеевых аппаратов в печатных ротационных машинах или фальцевальных машинах. Указанные причины препятствуют широкому внедрению способа в производство.
Способ с использованием тетрадей, скрепленных термонитями за последние 50 лет успешно развивался и уверенно конкурирует со всеми способами скрепления. Способ заключается в скреплении тетради по месту последнего корешкового сгиба нитяной скобой из специальных термонитей, концы которых под действием температуры нагретых прижимных колодок привариваются к внешнему фальцу тетрадей (рис. 10.2).
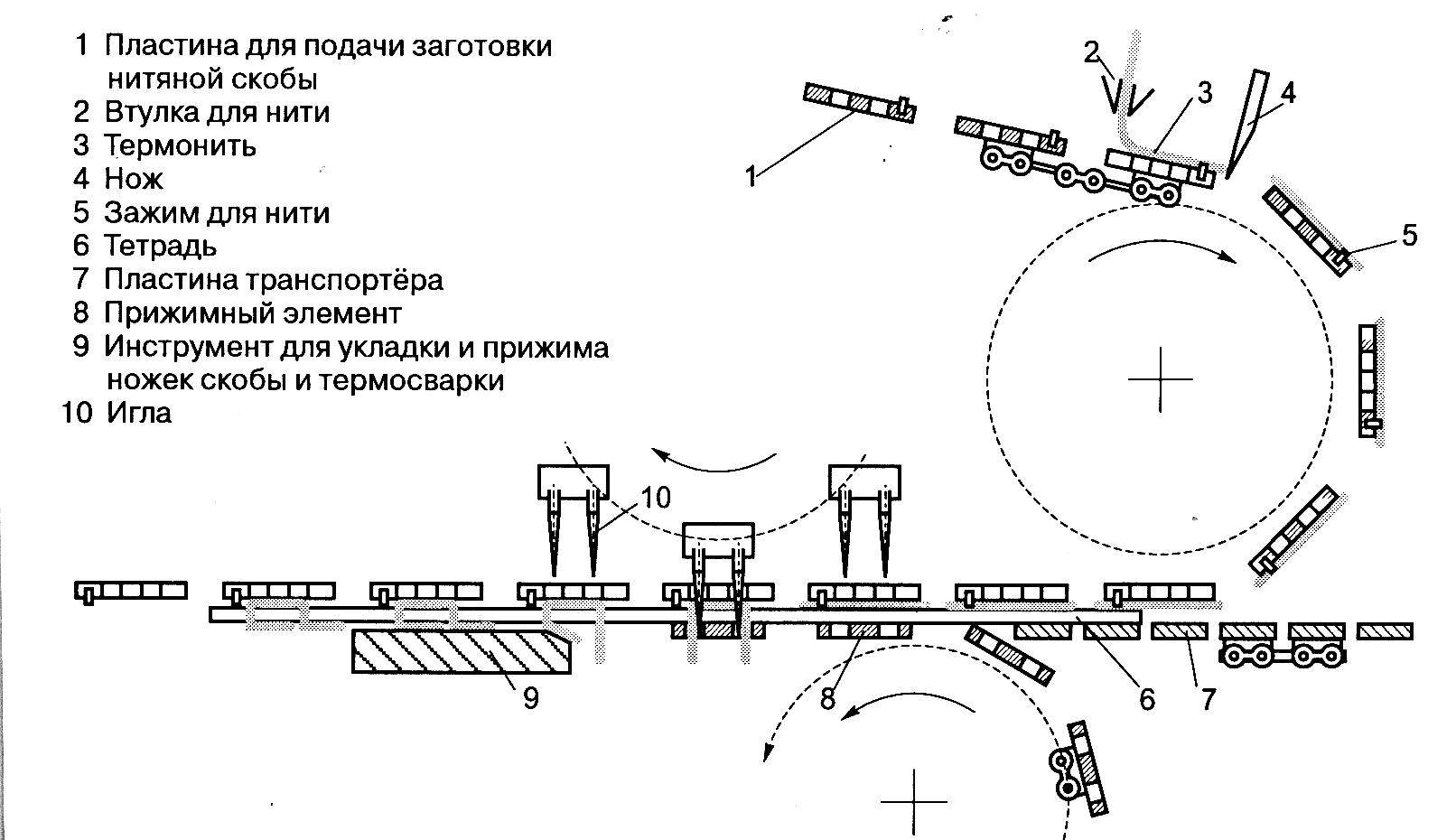
Рис. 10.2. Схема скрепления тетрадей термонитями
При выходе из фальцевальной машины листы внутри тетрадей оказываются скрепленными между собой. Соединение тетрадей в блок после комплектовки осуществляется за счет окантовки корешка бумагой, микрокрепированной бумагой, нетканым материалом или другими материалами. В качестве клея используется ПВАД (с.о. не менее 50 % и содержанием пластификатора 15 % по с.о. ), в некоторых случаях возможно применение термоклея.
Технология скрепления с использованием термонитей обеспечивает высокую прочность скрепления изданий, хорошую раскрываемость, снижение себестоимости продукции по сравнению с потетрадным шитьем нитками. Способ занимает промежуточное положение между клеевым скреплением со срезкой корешковых фальцев и потетрадным шитьем нитками, приближаясь по производительности к первому, а по прочности – ко второму.
Для реализации способа предлагаются самостоятельные мобильные швейно-фальцевальные секции, которые агрегатируются с кассетными или комбинированными фальцевальными машинами для получения 8-, 12-, 16-, 32-, 24- страничных тетрадей. Максимальная производительность достигается при термосварке без остановки тетради. Для 24- и 32-страничных тетрадей масса бумаги от 50 до 100 г/м2, для 8-, 12-, 16-страничных тетрадей от 50 до 140 г/м2. Скрепление термонитями производится без остановки тетради – в ротационном режиме (см. рис. 10.2). Последний фальц при шитье термонитями может выполняться на воронке или ножевым способом. Для вороночного способа используется мобильная приставка ZSF-66, для ножевого FS-100.
Иглы для проталкивания термонити имеют форму вилки (рис.10.3). Для тетрадей до 16 страниц включительно используются тонкие иглы, дающие небольшие проколы, обеспечивающие небольшое затекание ПВАД при последующей окантовке, для 32–24-страничных тетрадей – с полукруглым сечением для того, чтобы впоследствии клей лучше проникал, дополнительно соединяя листы.
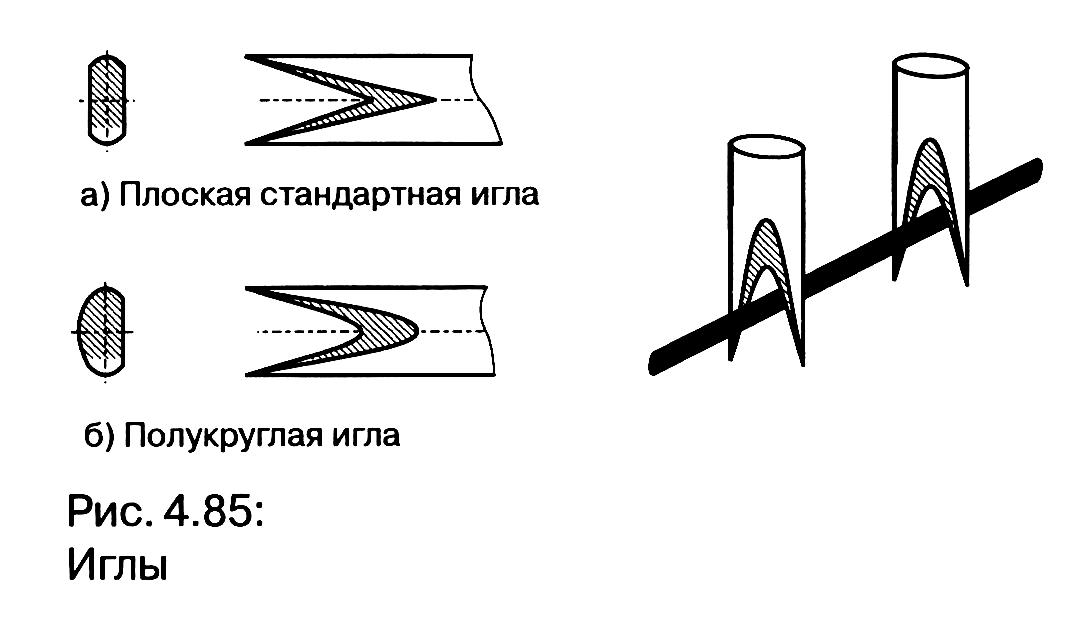
Рис.10.3. Виды игл
Количество скоб зависит от формата блока и может колебаться от 2 до 13, длина скобы – 12 мм, расстояние между ними – 38 мм. Регулировка расстояния от головочного сгиба до первой скобы позволяет смещать положение скоб в смежных тетрадях для уменьшения утолщения корешка блока. Толщина ниток 0,2–0,3 мм соответствует толщине обычных ниток, но для объемных тетрадей толщину необходимо увеличивать для повышения прочности скрепления. Термонити состоят из двух компонентов – вискозы и полипропилена, перекрученных между собой. Нагреваемый полипропилен плавится и соединяет под давлением вискозную нить с бумагой. Температура термосварки колеблется от 270 до 320 оC в зависимости от вида бумаги, скорости работы машины.
Способ может применяться для любых видов книжных изданий, отпечатанных на листовых печатных машинах, т.к. рулонные печатные машины не оснащены устройством для скрепления термонитями. Преимуществом способа по сравнению с потетрадным шитьем нитками является отсутствие затеков клея в проколы при образовании скобы в виду меньших проколов от игл и более высокой вязкости клея при окантовке корешка. Это позволяет скреплять издания по искусству, имеющие иллюстрации на развороте тетради, без опасения разрушения поверхностного слоя бумаги из-за затеков клея. Способ пригоден для любой бумаги (офсетной, мелованной), исключение составляет продукция с лакированными иллюстрациями на развороте. Применение термоклея для окантовки ограничивается периодом его старения – 5 лет. Послепечатная обработка с использованием шитья термонитями хорошо агрегатируется с цифровыми печатными машинами в технологии изготовления «книг по требованию».
10.1.3.Способы с частичным разрушением корешковых фальцев. Эта группа включает способы скрепления с перфорацией корешковых фальцев и выфрезерованием в корешке блока отдельных зон.
Способ с перфорацией корешковых фальцев заключается в перфорации корешка тетради в фальцевальной машине перед последним сгибом. Длина просечки составляет 12 мм, расстояние между ними – 4 мм. В дальнейшем после комплектовки корешок блока окантовывается бумагой. Клей, затекая в просечки, соединяет листы бумаги внутри тетради. Однако проникновение клея на корешковое поле придает блоку при раскрывании неряшливый вид. Прочность скрепления невысока.
В способе с выфрезерованием отдельных зон в корешке сверху и снизу корешка сохраняются фальцы на длину 15–20 мм, а в середине срезаются фрезой. Полученная выемка заполняется клеем и упрочняющим материалом. Способ сложен для осуществления.