

8.2. Скрепление спиралями, пластмассовыми или проволочными гребнями
Скрепление осуществляется блоками, формируемыми из отдельных листов. Имеет ряд преимуществ: полная раскрываемость страниц на 360°, отсутствие ограничений по формату, применение материалов, которые при скреплении другими способами не обеспечивают необходимой прочности, возможность замены листов.
К недостаткам способов следует отнести более низкую производительность, затруднение при размещении книг на полках из-за утолщения корешковой части. Поэтому эти способы скрепления используются для определенных видов продукции: настольных перекидных календарей, настенных перекидных календарей, ежедневников, каталогов выставок, информационных изданий, ряда беловых товаров.
Технология изготовления состоит из комплектовки блоков из отдельных листов, перфорации (высечки) отверстий, вставки спиралей, гребней или колец.
Комплектовка подборкой осуществляется на листоподборочных машинах из отдельных листов, следует учитывать массу подбираемого материала и возможности оборудования. Так, например, горизонтальная листоподборочная машина Laconda может осуществлять подборку материалов плотностью до 1000 г/м2 и осуществлять подборку в режиме 1:1 или 2:1 в двойном режиме при помощи ленточного транспортера с двумя скоростями, что существенно повышает производительность.
Перфорирование путем высечки может производиться как до, так и после подборки. Недостатком высечки до подборки является «зацепление» листов бумаги в отверстиях и затруднение их последующего разъединения. Этот способ требует идеально острого высекательного элемента. Кроме того, необходимо точное совпадение всех отверстий в блоке. Наиболее часто используют перфорацию скомплектованных блоков.
При увеличении толщины блоков высечка производится по частям небольшими пачками толщиной до 3,5 мм. Расстояние между отверстиями и краем листа должно быть одинаковым во всем блоке и меньше радиуса соединительного элемента (спирали, кольца), в противном случае не обеспечивается полное раскрывание блока без повреждения кромки листа. Расстояние между отверстиями и верхним и нижним обрезами должно быть симметричным.
Шагом называется расстояние от начала одного отверстия до начала другого. Шагу соответствуют витки спирали, соединения и петли пластмассовых и пластиковых гребней.
Высечка может осуществляться на ручных высекательных машинах (400–800 высечек в час), полуавтоматических (600–1000 высечек в час), автоматических (110 циклов в минуту). Высечка и ввод соединительных элементов производятся отдельно, но могут выполняться последовательно на одной машине (комбинированные машины) или на поточной линии.
К комбинированным высекательным и скрепляющим машинам относятся настольные машины, выполняющие перфорацию блока по частям и скрепление проволочными и пластиковыми гребнями.
Высекальный инструмент состоит из высекального штампа и матрицы, изготовленной из закаленной легированной стали. Форма штампа выбирается в соответствии с необходимой перфорацией.
При скреплении спиралью пружина из проволоки или пластмассы с последовательными витками вводится в отверстия, высеченные параллельно кромке листа, концы спирали загибаются, чтобы избежать выкручивания (рис. 8.6). Спираль может проходить по всей длине корешка или прерываться посередине для вставки ригеля (подвеска для настенных календарей).
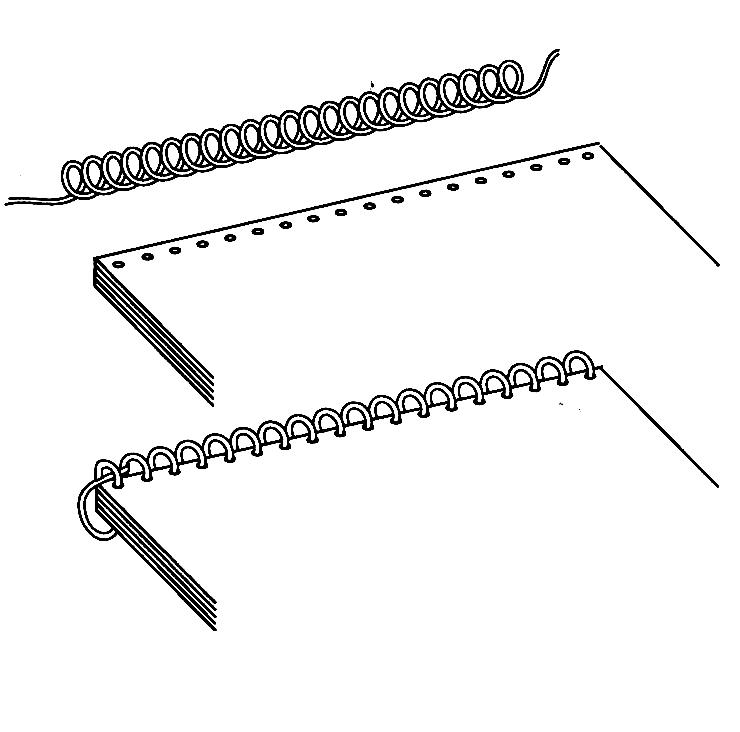
Рис. 8.6. Скрепление спиралью
Толщина блоков для скрепления спиралью не должна превышать 20 мм. Внутренний диаметр спирали должен быть на 4 мм больше толщины блока.
Для изготовления спиралей используется стальная спиральная луженая проволока, стальная спиральная проволока с полиамидным покрытием разного цвета и ПВХ спирали. Стальная спираль формируется путем навивки проволоки через вращающуюся коническую головку, ПВХ спираль – под воздействием температуры. Готовые спирали вводятся вручную (250 экз./ч), на полуавтоматических машинах (300–600 экз./ч) или автоматах (600–1500 экз./ч).
Пластмассовый гребень представляет собой соединенные друг с другом сплошной задней спинкой эластичные пластмассовые зубцы, скрепляющие листы блока по линии отверстий параллельно кромке листа (рис. 8.7).
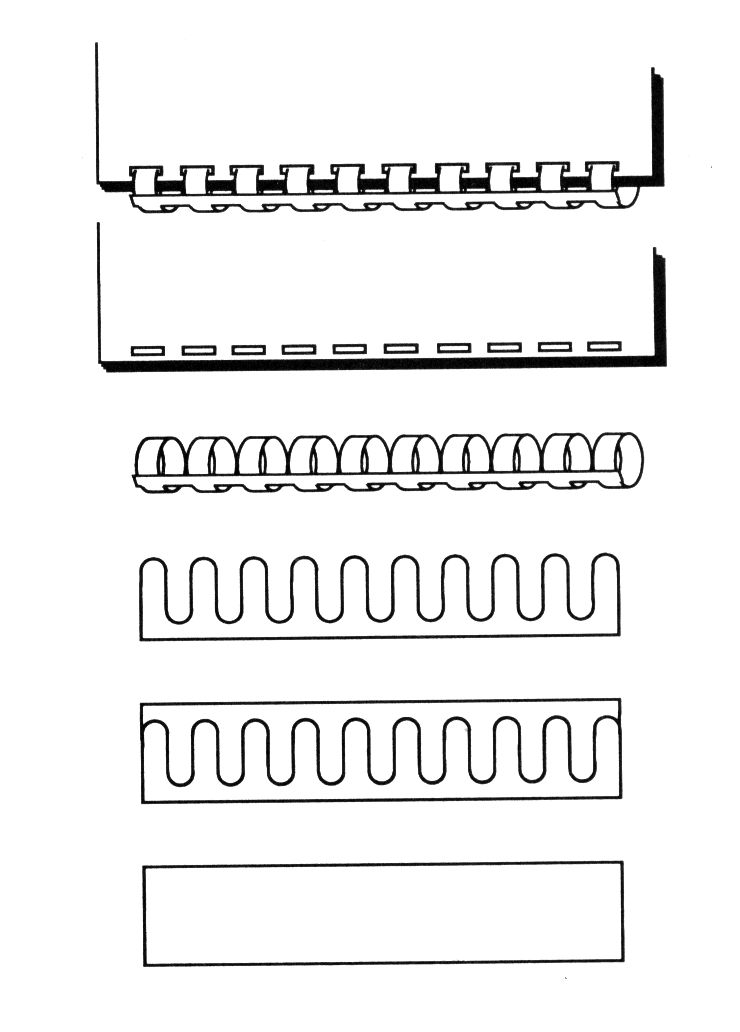
Рис. 8.7. Скрепление пластмассовыми гребнем или спиралью
Изготовление гребня заключается в высекании из пластины ПВХ элементов скрепления в виде зубьев, под воздействием тепла они формируются на роликовом устройстве в заготовку. Поставляются как штучные изделия, толщина блоков для скрепления пластмассовыми гребнями до 45 мм. Существуют элементы с разным шагом: шаг Euro составляет 12 мм, размер отверстий 7×3 мм; шаг USA-1 – 14,28 мм, отверстие 8×3 мм (рис. 8.8).
Скрепление проволочным гребнем известно еще под названием Wire-O или проволочными кольцами. Элемент скрепления состоит из бесконечной проволоки. Петли в виде колец вводятся в высеченные отверстия и замыкаются, замена листов в этом случае невозможна (рис. 8.8). Элемент может быть по всей длине корешка или с пропусками для календарей с ригелями. Толщина блока до 28 мм.
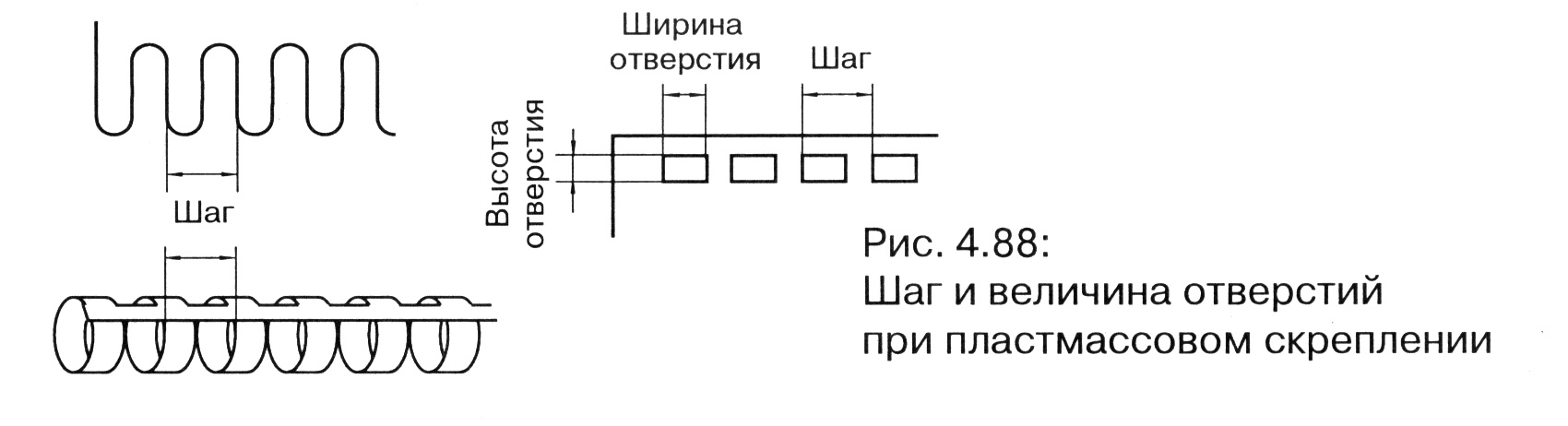
Рис. 8.8. Шаг отверстий при пластмассовом скреплении
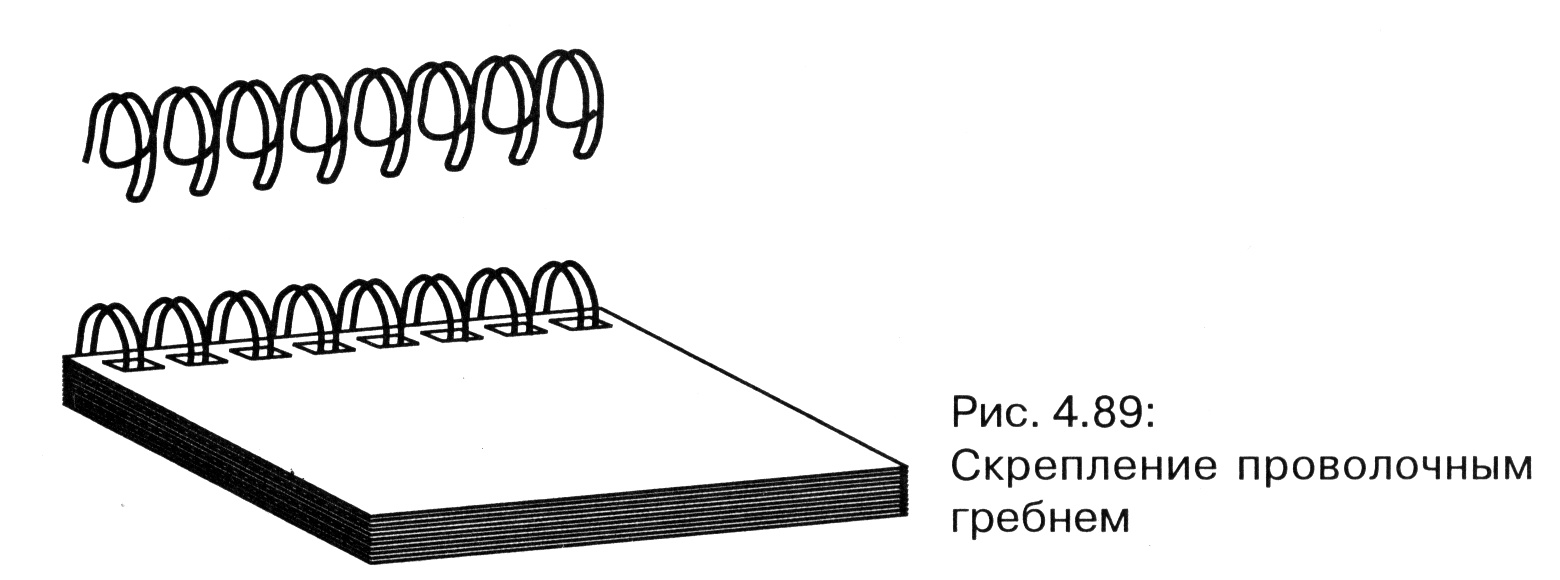
Рис. 8.9. Скрепление проволочным гребнем
Для проволочных гребней используется луженая стальная проволока с полиамидным покрытием. Поставляется в виде рулонов, редко в виде заготовок. Для элементов скрепления не существует стандартов. Шаг соответствует расстоянию между петлями и расстоянию между отверстиями перфорации. В зависимости от толщины блока элементы скрепления имеют следующие шаги:
4:1 – расстояние между отверстиями 6,35 мм, толщина блока 3–4,5 мм, диаметр круглых отверстий 3,6 мм, размер прямоугольных 3,2×3,6 мм;
3:1 – расстояние между отверстиями 8,47 мм, толщина блока 6–12 мм, диаметр круглых отверстий 4,5 мм, размер прямоугольных 4×4 мм;
2:1 – расстояние между отверстиями 12,7 мм, толщина блока 13,5–28 мм, диаметр круглых отверстий 6,4 мм, размер прямоугольных 6×6 мм.
Скрепление производится на настольных машинах, объединяющих операции высечки и введения элемента скрепления и его замыкания. Производительность 60–300 экз./ч.
В полуавтоматах берут гребень с рулона, нарезают и замыкают в отверстиях, элемент может состоять из нескольких частей с подвеской, производительность до 2400 экз./ч.
При серийном производстве формируется поточное производство: в систему интегрируются агрегаты для формирования проволочного гребня, наклада и высечки скрепляемого материала, введения и замыкания гребня.
Дальнейшее развитие системы с проволочным гребнем привело к скреплению изданий в твердом переплете, что улучшает внешний вид и придает оригинальность изданию. В России такие издания выпускает издательство «Аркаим» г. Челябинск, специализирующееся на выпуске книг кулинарных рецептов в оригинальном оформлении и конструктивном решении с использованием в качестве скрепляющего элемента различные виды проволочных гребней.