

Обоснование выбора материала изделия.
Применение сплава 12Х18Н9Т
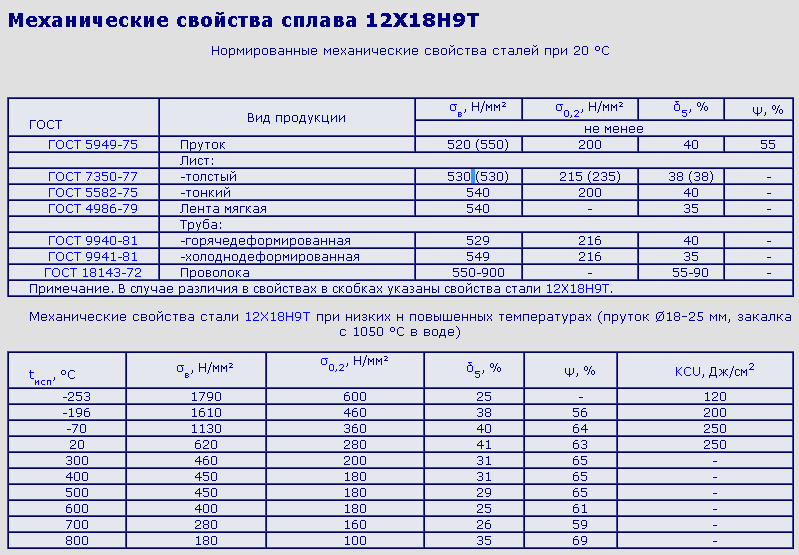
Сплав 12Х18Н9Т применяется в сварных конструкциях, работающих в контакте с азотной кислотой и другими средами окислительного характера; в некоторых органических кислотах средней концентрации, органических растворителях, атмосферных условиях и т.д. Различные детали и элементы сварных металлоконструкций, работающих при температуре от —70 до +425°С под давлением. Изготавливают емкостное, теплообменное и другое оборудование.
Химический состав сплава 12Х18Н9Т.

Коррозионная стойкость сплава 12Х18Н9Т
По ГОСТ 7350-77, ГОСТ 5582-84, ГОСТ 4986-78, ГОСТ 5945-75, ГОСТ 18143-72, ГОСТ 9940-81 и ГОСТ 9941-81 сталь 12Х18Н10Т и по ГОСТ 7350-77, ГОСТ 5945-75, ГОСТ 18143-72 сталь 12Х18Н9Т должны быть стойки против межкристаллитной коррозии при испытании по методам AM и АМУ ГОСТ 6032-89 с продолжительностью выдержки в контрольном растворе соответственно 24 и 8 ч. Испытания проводят после провоцирующего нагрева при 650 °С в течение 1 ч.
При непрерывной работе стали устойчивы против окисления на воздухе и в атмосфере продуктов сгорания топлива при температуре до 900 °С и при работе в условиях теплосмен до 800 °С.
Стали 12Х18Н10Т и 12Х18Н9Т обладают достаточно высокой жаростойкостью при 600-800 °С.
Технологические параметры 12Х18Н9Т
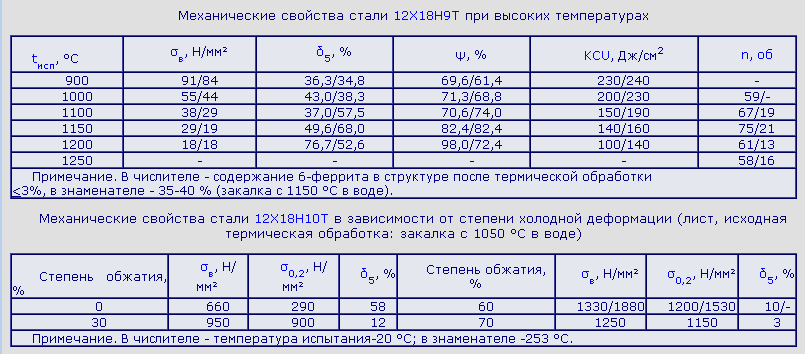
Стали 12Х18Н10Т и 12Х18Н9Т обладают хорошей технологичностью при горячей пластической деформации. Однако при горячей обработке необходимо принимать во внимание конкретный химический состав данной плавки, имея в виду содержание 8-феррита. Особые меры предосторожности следует принимать при деформации литого металла. Во избежание образования неисправимых дефектов - рванин рекомендуется слитки сталей 12Х18Н10Т и 12Х18Н9Т при содержании 20 % 8-феррита и более нагревать не выше 1240-1250 °С, при содержании 16-19 %-не выше 1255 °С и при содержании до 16 % - до 1270 °С. Температурный интервал обработки давлением деформированного металла составляет 1180-850 °С. Скорость нагрева и охлаждения не лимитируется.
В холодном состоянии обе стали допускают высокие степени пластической деформации.
Для снятия напряжений и улучшения стойкости сварных соединений кроме закалки сварные конструкции подвергают стабилизирующему отжигу при 850-900°С.
Сварка сплава 12Х18Н9Т
Стали 12Х18Н10Т и 12Х18Н9Т хорошо свариваются всеми видами ручной и автоматической сварки. Для обычной автоматической сварки под флюсами АН-26, АН-18 и аргонодуговой сварки используют проволоку Св-08Х19Н10Б, Св-04Х22Н10БТ, Св-05Х20Н9ФБС и Св-06Х21Н7БТ, а для ручной - электроды типа ЭА-1Ф2 марок ГЛ-2, ЦЛ-2Б2, ЭА-606/11 с проволокой Св-05Х19Н9ФЗС2, Св-08Х19Н9Ф2С2 и Св-05Х19Н9ФЗС2. Проволоку Св-08Х20Н9С2БТЮ рекомендуют для ручной автоматической сварки в защитном газе.
Для ручной электродуговой сварки могут быть использованы также электроды ЦЛ-11 и ЦЛ-9 с материалом стержня электрода соответственно Св-07Х19Н10Б и Св-07Х25Н13. Оба типа электрода обеспечивают стойкость металла шва против межкристаллитной коррозии при контроле по методам AM и АМУ ГОСТ 6032-89 без провоцирующего нагрева. Сварные соединения, полученные с помощью электродов ЦЛ-11 и ЦЛ-9, имеют соответственно следующие механические свойства (не менее): σв = 550 и 600 Н/мм2, δ = 22 и 25 %, KCU= 80 и 70 Дж/см2.