

2.2.2. Магнитодинамический насос
В отдельную группу индукционных насосов можно выделить насосы трансформаторного типа с замкнутой магнитной цепью, так называемые магнитодинамические насосы (МДН), разработанные под руководством В.П.Полищука [21]. Анализ различных типов МДН показывает, что все они содержат рабочую зону только двух видов: тройниковую и крестообразную.
В качестве примера ниже описан ряд магнитодинамических насосов.
Базовой конструкцией для группы МДН со сдвоенным каналом и тройниковой рабочей зоной является установка МДН-6 (рис. 17) [2, 16].
Тигель 1 установки в донной части сообщается с каналом, состоящим из боковых 4, 8 и центрального 7 металлопроводов. К устью последнего присоединен сливной металлопровод 9. Участок соединения металлопроводов 4, 7, 8 (рабочая зона) расположен в зазоре магнитопровода 5 электромагнита, обмотки 6 которого размещены по обе стороны рабочей зоны Магнитопроводы 2 двух индукторов охватывают боковые металлопроводы, а их обмотки 3 расположены в окнах канала. Если
индукторы включены синфазно на равные
напряжения
|
|
Рис. 17. Схема плавильно-заливочной установки МДН-6 |

и
![]() в центральном металлопроводе равна
нулю (
в центральном металлопроводе равна
нулю (![]() ),
а общий ток
),
а общий ток
![]() замыкается по большому витку, образованному
металлом в металлопроводах 4, 8 и ванне
1 (рис.
17, а). Такой режим включения индукторов
называется режимом насоса. По сравнению
с другими возможными режимами здесь
величина тока
замыкается по большому витку, образованному
металлом в металлопроводах 4, 8 и ванне
1 (рис.
17, а). Такой режим включения индукторов
называется режимом насоса. По сравнению
с другими возможными режимами здесь
величина тока
![]() максимальна. Металл в рабочую зону
поступает по боковым 4 и 8 (режим слияния)
или по центральному 7 (режим разделения)
металлопроводам, создавая в ванне
перемешивание соответственно в
режимах нагнетания и всасывания.
максимальна. Металл в рабочую зону
поступает по боковым 4 и 8 (режим слияния)
или по центральному 7 (режим разделения)
металлопроводам, создавая в ванне
перемешивание соответственно в
режимах нагнетания и всасывания.
|
|
Рис. 18. Схемы распределения токов и течения металла в каналах МДН-6: а - режим насоса; б - режим печи |
|
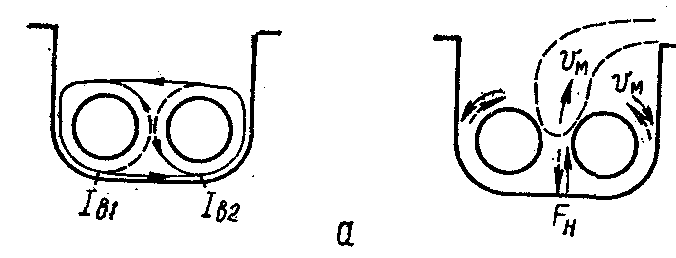

При
реверсировании одного из индукторов
(![]() )
токи замыкаются через центральный канал
(
)
токи замыкаются через центральный канал
(![]() ).
Это режим печи (рис. 18, б). Величина токов
).
Это режим печи (рис. 18, б). Величина токов
![]() мощность
мощность
![]() в этом режиме минимальны. Электромагнитная
сила
в этом режиме минимальны. Электромагнитная
сила
![]() направлена перпендикулярно к оси
металлопровода 7 и создает циркуляцию
по большому витку (металлопроводы 4 и
8, ванна 1) в режиме бокового перемешивания.
Если напряжения индукторов
направлена перпендикулярно к оси
металлопровода 7 и создает циркуляцию
по большому витку (металлопроводы 4 и
8, ванна 1) в режиме бокового перемешивания.
Если напряжения индукторов
![]() и
не равны между собой по величине или
отличаются по фазе, то такой режим
называется «перекосным». В этом случае
и
не равны между собой по величине или
отличаются по фазе, то такой режим
называется «перекосным». В этом случае
![]() .
Систему токов в канале можно разложить
на две симметричные -
.
Систему токов в канале можно разложить
на две симметричные -
![]() и
и
![]() .
Токи
.
Токи
![]() и
и
![]() индуктируются в МДН-6 разными индукторами,
поэтому эти токи можно сдвигать по
фазе между собой на любой угол который
определяется не столько конструкцией
канала, сколько фазами
индуктируются в МДН-6 разными индукторами,
поэтому эти токи можно сдвигать по
фазе между собой на любой угол который
определяется не столько конструкцией
канала, сколько фазами
![]() и
и
![]() .
Углы
.
Углы
![]() и
и
![]() могут существенно различаться и, изменяя
фазу
могут существенно различаться и, изменяя
фазу
![]() ,
можно менять соотношения
,
можно менять соотношения
![]() и
и
![]() .
Так, например, при равенстве напряжений
и
и симметричной конструкции канала
и
сдвинуты на 90°,
т.е.
.
Так, например, при равенстве напряжений
и
и симметричной конструкции канала
и
сдвинуты на 90°,
т.е.
![]() .
Это значит, что при любом «перекосном»
режиме путем изменения фазы напряжения
электромагнита можно получить
.
Это значит, что при любом «перекосном»
режиме путем изменения фазы напряжения
электромагнита можно получить
![]() при
при
![]() или
или
![]() при
при
![]() .
.
При
этом соотношение величин
![]() и
и
![]() зависит от соотношения
и
,
определяемого для данных
и
углом сдвига фаз между ними. Мощность,
подведенная к витку, также варьируется
от
зависит от соотношения
и
,
определяемого для данных
и
углом сдвига фаз между ними. Мощность,
подведенная к витку, также варьируется
от
![]() (максимум) до
(максимум) до
![]() (минимум).
(минимум).
Все это позволяет создать в МДН-6 (как без сливного металлопровода 9, так и с ним) режимы течения металла (см. рис. 16), различающиеся направлением, абсолютной и относительной величинами скоростей и давлений в каждом металлопроводе канала, общей подведенной тепловой мощностью и подогревом металла на различных участках канала. Поэтому по технологическим возможностям установка МДН-6 не имеет равных среди МГД-установок других типов, чем объясняется ее применение при плавке, рафинировании, заливке, дозировании и литье под электромагнитным давлением цветных сплавов.
К недостаткам МДН-6 относятся:
наличие сложного и длинного канал. Это обусловливает увеличение тепловых потерь, снижение термического и электрического КПД, уменьшение термической стойкости канала;
нижнее по отношению к ванне расположение рабочей зоны обусловливает максимальный металлостатический напор в ней. Это препятствует возникновению разрежения в рабочей зоне, но ухудшает условия работы футеровки, особенно для тяжелых металлов;
расположение металлопровода внутри ванны облегчает подогрев металла в нем между заливками, но возникают затруднения с подбором материалов, стойких при двустороннем контакте с высокотемпературными сплавами.