

Характеристика методов обработки заготовок давлением
№ метода |
Метод выполнения заготовок |
Размер или масса |
Толщина стенки, мм |
Форма заготовки |
Точность, мм |
Шероховатость поверхности, мкм Ra, мкм |
Материал |
Производство |
||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
1 |
Ковка: на молотах и прессах |
До 250 т |
3 ‑ 5 |
Простая |
На молотах 0,25-0,50 на прессах 0,125-0,25 |
До 80 |
Углеродистые и легированные стали, специальные сплавы |
Единичное и мелкосерийное производство |
||
2 |
на молотах в подкладных кольцах и штампах |
10 кг и более |
3 – 5 |
Средней сложности |
0,25-0,50 |
До 80 |
То же |
Мелкосерийное производство |
||
3 |
на радиально-ковочных машинах |
Диаметр прутка (трубы) до 150 мм |
3 – 5 |
Ступенчатые тела вращения |
0,04 – 0,4 мм (холодная) и 0,1 – 0,6 мм (горячая) |
До 0,4 |
>> |
Серийное |
||
4 |
Штамповка: на молотах и прессах |
До 0,4 т |
2,5 |
Ограничена возможность извлечения из штампа |
0,125-0,25 |
80 ‑ 20 |
>> |
Серийное и массовое производство |
||
5 |
Штамповка: с последующей калибровкой |
Площадь калибруемой поверхности 2,5 – 80 см2 |
>> |
0,05–0,1 |
10 ‑2,5 |
>> |
Серийное и массовое производство |
|||
6 |
Высадкой на горизонтально-ковочных машинах |
До 0,015 т |
2,5 |
Простая |
0,25-0,50 |
80 – 20 |
Стали и цветные сплавы |
То же |
||
7 |
безоблойная |
До 0,015 т |
- |
Простые |
0,25-0,50 |
80 – 20 |
То же |
>> |
||
Продолжение Приложения 2 табл. 3
№ метода |
Метод выполнения заготовок |
Размер или масса |
Толщина стенки, мм |
Форма заготовки |
Точность, мм |
Шероховатость поверхности Ra, мкм |
Материал |
Производство |
8 |
Выдавливанием |
Диаметр до 200 мм |
Для алюминиевых сплавов |
Простые (преимущественно тела вращения) |
0,2 – 0,5 |
80 ‑ 20 |
Углеродистые и легированные стали, специальные сплавы |
>> |
9 |
Штамповка: на чеканочных кривошипно-коленных прессах |
До 0,1 т |
2,5 |
Средней сложности |
0,25-0,50 |
80 – 20 |
То же |
Серийное и массовое производство |
10 |
Фасонное вальцевание на ковочных вальцах |
До 0,015 т |
2,5 |
То же |
0,25-0,50 |
80 – 20 |
>> |
То же |
11 |
Прокатка заготовок на поперечно-винтовых и специальных станах |
До 0,25 т |
2,5 |
Тела вращения |
0,125 – 0,25 |
40 – 10 |
>> |
>> |
12 |
Холодная высадка на автоматах |
Диаметр 1 – 30 мм |
2,5 |
Тела вращения |
0,06-0,12 |
5,0 – 1,25 |
>> |
>> |
13 |
Волочение прутков через специальные профили для последующего изготовления штучных заготовок |
Диаметр 1 – 30 мм |
2,5 |
фасонный профиль |
0,06-0,12 |
5,0 – 1,25 |
>> |
>> |
Приложение
4
Рис.1.
П.1. Пример выполнения маршрутной карты
эскизов
Рис.1.
П.2. Пример выполнения операционной
карты эскизов
Приложение 5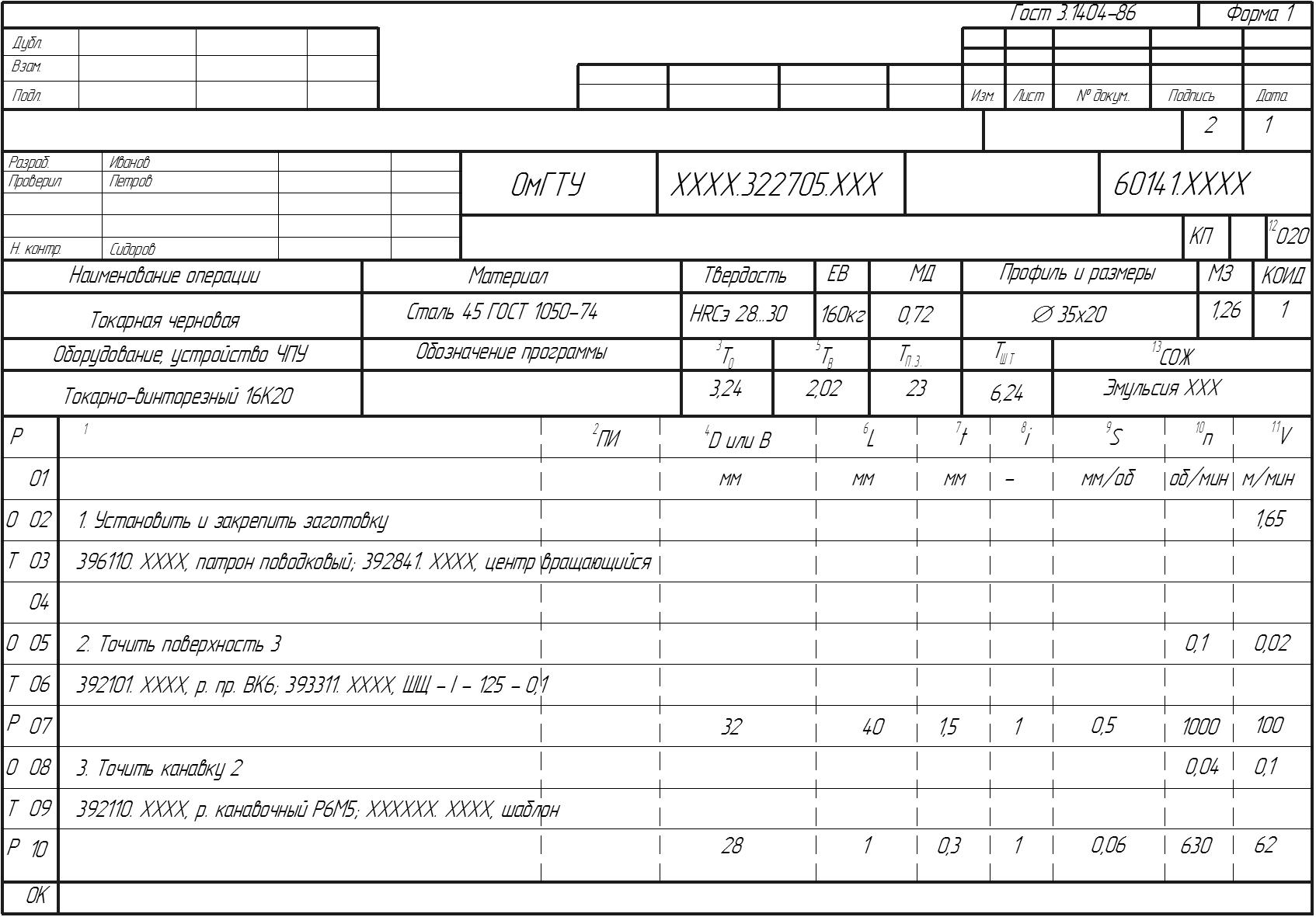

Рис.1.
П.3. Пример выполнения карты эскизов
Приложение
6