

7.4. Технология изготовления трубных решеток
Трубные решетки (рис. 7.28) являются одними из важнейших деталей теплообменной аппаратуры. В решетках закрепляются трубы, а сами решетки чаще всего приваривают к корпусу аппарата или фиксируют с помощью фланцевого соединения.
Основные
геометрические размеры этой детали:
- наружный диаметр; S
- толщина;
![]() – диаметр отверстий под трубки. Размеры
параметров находятся в следующих
диапазонах:
= 530 ... 3690 мм;
= 25, 38, 57 мм. Число канавок в отверстиях
трубных решеток: 1 - (S
< 26 мм) и 2 - (S
> 26 мм).
– диаметр отверстий под трубки. Размеры
параметров находятся в следующих
диапазонах:
= 530 ... 3690 мм;
= 25, 38, 57 мм. Число канавок в отверстиях
трубных решеток: 1 - (S
< 26 мм) и 2 - (S
> 26 мм).
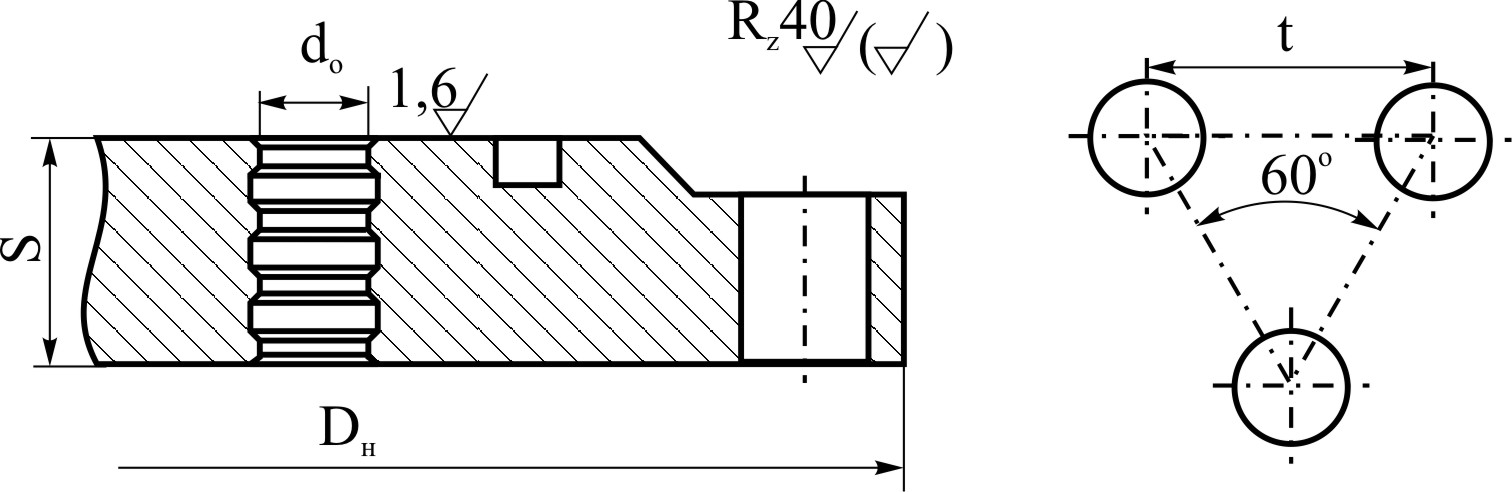
Рис.
7.28. Конструкция трубной решетки
Твердость материала решетки должна быть выше, чем у труб. Отклонение расстояний между центрами отверстий меньше + 0,5 мм и меньше + 1,0 мм для любой суммы шагов. Неплоскостность 2 мм /1м диаметра. Трубные решетки бывают сварные и цельные. Материал - углеродистые стали, легированные стали, цветные металлы. Заготовки - листовой прокат.
Типовой маршрут обработки включает следующие группы операций:
Расконсервация, очистка, разметка, резка проката;
Обработка кромок, сварка карт, термообработка;
Точение (токарно-карусельная) за два установа;
Фрезерование пазов (для 2-х - 4-х ходовых теплообменников). В эти пазы устанавливают перегородки;
Разметка отверстий под сверление;
Сверление отверстий;
Развертывание отверстий;
Растачивание уплотнительных канавок.
При разметке отверстий необходимо исключить их попадание в зону сварных швов.
Учитывая, что рассматриваемая деталь имеет большое количество отверстий различного назначения, эта операция проводится с максимальной точностью и в определенной последовательности.
Для сверления отверстий используются 10-ти, 15-ти шпиндельные станки с программным управлением.
Растачивание уплотнительных канавок и фасок в отверстиях под трубы проводят на тех же станках, что и сверление. Растачивают канавки при помощи специальной оправки. Принцип ее работы заключается в том, что вертикальное перемещение скалки 1 в корпусе оправки 4 вызывает перемещение призмы 2 по направляющим 5, а, следовательно, и резца 3 (рис. 7.29). Резец начинает обрабатывать канавку только после того, как поверхности решетки коснется опорное кольцо 6, и дальнейшая подача шпинделя вызовет смещение вниз скалки 1.
В оправку может быть установлено два или три резца в зависимости от числа канавок.

Одним из методов обработки отверстий в трубных решетках является дорнование, которое проводят вместо зенкерования (рис. 7. 30). Дорн 2, как правило, сферический, закрепляется в оправке 1 и продавливается через отверстие в решетке 3. При этом необходимо обеспечить гарантированный натяг в зоне обработки - 0,2 ... 0,4 мм. Следует отметить, что инструмент (дорн) в 40 ... 45 раз дешевле, чем зенкер.

Зенкерование одного отверстия в решетке с 6 = 150 мм занимает примерно 1 мин, а дорнование в этих условиях – 6 - 8 с.
ПРИЛОЖЕНИЕ 1
Характеристика методов выполнения отливок разные обозначения
№ метода |
Литье заготовки |
Масса заготовки, т |
Наименьшая толщина стенки, мм |
Форма заготовки |
Квалитет |
Шероховатость поверхности Ra, мкм |
Материал |
Производство |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1 |
В песчаную смесь: при ручной формовке по деревянным моделям или шаблонам в опоках, почве или кессонах |
Не ограничена (100 и более) |
Из чугуна 3 – 5, из стали 5 ‑ 8, из цветных металлов 3‑ 8 |
Сложная |
11-12 |
80 – 20 |
Чугун, сталь, цветные и специальные сплавы |
Единичное и мелкосерийное производство |
2 |
при машинной формовке по деревянным и металлическим моделям |
До 10 |
То же |
>> |
10-11 |
20 - 5 |
То же |
Серийное |
3 |
при машинной формовке по металлическим моделям со сборкой стержней в кондукторах |
3 - 5 |
>> |
>> |
10-11 |
>> |
>> |
Массовое и крупносерийное |
4 |
В стержневые формы |
Не ограничены |
>> |
>> |
10-11 |
>> |
>> |
Единичное, серийное и массовое |
5 |
В многократные (цементные, графитовые, асбесто- и графитоалебастровые) формы1 |
0,03 - 30 |
То же |
Сложная |
11-12 |
80 20 |
>> |
Серийное |
6 |
В оболочковые формы |
До 0,15 |
Из стали 3 – 5, из алюминия 1 – 1,5 |
То же |
9-10 |
10 – 2,5 |
>> |
Серийное и массовое |
Продолжение Приложения 1табл. 2
№ метода |
Литье заготовки |
Масса заготовки, т |
Наименьшая толщина стенки, мм |
Форма заготовки |
Квалитет |
Шероховатость поверхности Ra, мкм |
Материал |
Производство |
7 |
По выплавляемым моделям |
До 0,15 |
0,5 |
Сложная (при сборных моделях) |
8 - 9 |
10 – 2,5 |
Сталь, труднообрабатываемые сплавы |
Серийное и массовое производство |
8 |
По замораживаемым ртутным моделям |
До 0,14 |
0,5 |
То же |
8 - 9 |
5 – 1,25 |
То же |
То же |
9 |
Центробежное |
0,01 – 1,0 |
5 – 8 |
Тело вращения 2 |
10 -11 |
40 ‑ 10 |
Чугун, сталь, цветные сплавы |
>> |
10 |
В кокиль3 |
0,25 – 7 |
Из силумина 3,0; из стали 10; из чугуна (без отбела) 15 |
Зависит от конструкции кокиля |
9 - 10 |
20 ‑ 2,5 |
То же |
>> |
11 |
Под давлением |
До 0,1 |
0,5 |
То же |
7 - 8 |
5,0 – 0,63 |
Сплавы цветных металлов |
Крупносерийное и массовое |
12 |
По газифицируемым моделям |
До 15 |
Из стали 6 – 8 |
Сложная |
5 ‑ 7-й по ОСТ 1015 и 1010 |
10 – 2,5 |
Сталь, чугун |
Единичное и серийное |
1 Стойкость форм несколько десятков отливок.
2 Возможно также получение сложных радиально расположенных в форме отливок размером до 200 мм одного стояка.
3 Метод экономически целесообразен при партии не менее 300 заготовок, а при литых поверхностях форм – не менее 100 заготовок.
Приложение 2 Таблица 3