

5.1.7. Лазерная сварка
При лазерной сварке нагрев и плавление металла осуществляется лазерным лучом оптического квантового генератора (ОКГ).
Лазерный луч по сравнению с обычным световым лучом обладает рядом свойств – направленностью, монохроматичностью и когерентностью. Благодаря этим свойствам лазерный луч может быть сфокусирован на очень маленькую поверхность металла и создать на ней плотность энергии порядка 108 Вт/см2 – достаточную для плавления металла и, следовательно, сварки.
Для лазерной сварки обычно используются следующие типы лазеров: твердотельные и газовые – с продольной или поперечной прокачкой газа, газодинамические.
Мощность твердотельных лазеров относительно невелика и не превышает 1 кВт, коэффициент полезного действия 2–5 %. Поэтому они используются для сварки только мелкие детали небольшой толщины.
Более мощными являются газовые лазеры, в которых в качестве активного тела используют смесь газов, обычно СО2+N2+Не.
Схема газового лазера с продольной прокачкой газа приведена на рис. 5.10. Газ из баллонов прокачивается насосом через газоразрядную трубку. Для энергетического возбуждения газа используется электрический разряд между электродами. По торцам газоразрядной трубки расположены зеркала. Электроды подключены к источнику питания. Лазер охлаждается водяной системой.
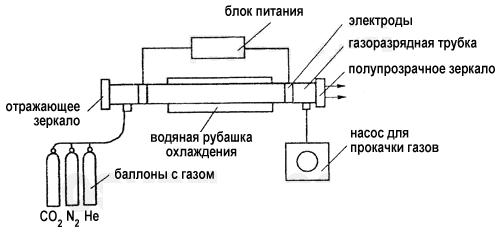
Рис. 5.10. Газовый лазер с продольной прокачкой газа для лазерной сварки
Схема процесса лазерной сварки газовым лазером приведена на рис. 5.11.

Рис. 5.11. Лазерная сварка газовым лазером, схема процесса
Лазерная сварка производится в атмосферных условиях, без создания вакуума, поэтому необходима защита расплавленного металла от воздуха. Обычно для защиты используются аргон, гелий и их смесь.
При лазерной сварке луч постепенно углубляется в деталь, оттесняя жидкий металл сварочной ванны на заднюю стенку кратера. Это позволяет получить «кинжальное» проплавление при большой глубине и малой ширине шва.
Высокая концентрация энергии в лазерном луче позволяет достигать высоких скоростей сварки, обеспечивая одновременно благоприятный термический цикл и высокую технологическую прочность металла шва.
Преимущества лазерной сварки: возможность очень точной дозировки энергии; получение большой глубины проплавления при малой ширине шва. Это позволяет уменьшить зону термического влияния, сократить сварочные деформации и напряжения; лазер может быть расположен на достаточно большом удалении от места сварки; легкость управления лазерным лучом с помощью зеркал и волоконной оптики позволяет осуществлять сварку в труднодоступных местах.
К недостатку лазерной сварки следует отнести высокую сложность и стоимость оборудования, низкий КПД лазеров.
ЭЛС и сварка лазером широко используются в компрессоростроении при сварки титановых лопаток турбин.
5.1.8. Газовая сварка
Газопламенная обработка металлов - это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
Г азовая
сварка плавлением, при которой нагрев
кромок соединяемых частей деталей
производится пламенем газов, сжигаемых
на выходе из горелки для газовой сварки.
Газовое пламя образуется в результате
сгорания (окисления) горючих газов
технически чистым кислородом (чистота
не ниже 98,5 %). В качестве горючих газов
используют ацетилен, водород, метан,
пропан, пропанобутановую смесь, бензин,
осветительный керосин.
азовая
сварка плавлением, при которой нагрев
кромок соединяемых частей деталей
производится пламенем газов, сжигаемых
на выходе из горелки для газовой сварки.
Газовое пламя образуется в результате
сгорания (окисления) горючих газов
технически чистым кислородом (чистота
не ниже 98,5 %). В качестве горючих газов
используют ацетилен, водород, метан,
пропан, пропанобутановую смесь, бензин,
осветительный керосин.
Газовое сварочное ацетиленокислородное "нормальное" пламя имеет форму, схематически показанную на рис. 5.12.
Во внутренней части ядра пламени 1 происходит подогрев газовой смеси, поступающей из сопла до температуры воспламенения. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся, четко выделяя очертания оболочки ядра (температура газов в ядре невелика и не превышает 1500 оС).
Зона 2 является наиболее важной частью сварочного пламени (сварочной зоной). В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура. Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха, что отражает состав газов в факеле.
Одним из важнейших параметров, определяющих тепловые, а значит и технологические свойства пламени, является его температура. Она различна в различных его участках как по длине вдоль его оси (см. рис. 5.12), так и в поперечном сечении, также зависит от состава газовой смеси и степени чистоты применяемых газов. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 ... 3 мм от конца ядра. Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже.
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление).
В процессе сварки происходит расплавление основного и присадочного металлов. Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами. Газовой сваркой выполняют сварные соединения различного типа.
Направление движения горелки и наклон ее к поверхности металла оказывает большое влияние на эффективность нагрева металла, производительность сварки и качество шва.
Преимущества газовой сварки: простота и универсальность способа; возможность сварки во всех пространственных положениях.
Недостатки: высокие требования к квалификации сварщика; повышенные требования к безопасности при работе с горючими газами; мощное тепловое излучение.