

5.1.6. Электронно-лучевая сварка (элс)
Сущность процесса состоит в использовании кинетической энергии потока электронов, движущихся с высокими скоростями в вакууме. Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум порядка 10-4... 10-6 мм рт. ст.
Поток электронов создается электроннолучевой пушкой, схема которой представлена на рис. 5.8. Электронный луч служит источником сварочной теплоты.
Рис.
5.8. Схема электронно-оптической системы
1
- изделие; 2 - электронный луч; 3 - катод;
4 - прикатодный - управляющий электрод;
5 - анод; 6 - кроссовер; 7 - магнитная линза;
8 - система отклонения пучка; 9 - фокусное
пятно; 0
- половинный угол расхождения луча; 1
- половинный угол сходимости луча на
изделии; dфп
- диаметр луча в фокусе
При сварке электронным лучом проплавление имеет форму конуса. Плавление металла происходит на передней стенке кратера, а расплавляемый металл перемещается по боковым стенкам к задней стенке, где он и кристаллизуется.
Проплавление при электронно-лучевой сварке обусловлено в основном давлением потока электронов, характером выделения теплоты в объеме твердого металла и реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением. Возможна сварка непрерывным электронным лучом. Однако при сварке легкоиспаряющихся металлов (алюминия, магния и др.) эффективность электронного потока и количество выделяющейся в изделии теплоты уменьшаются вследствие потери энергии на ионизацию паров металлов. В этом случае целесообразно сварку вести импульсным электронным лучом с большой плотностью энергии и частотой импульсов 100 ... 500 Гц. В результате повышается глубина проплавления. При правильной установке соотношения времени паузы и импульса можно сваривать очень тонкие листы. Благодаря теплоотводу во время пауз уменьшается протяженность зоны термического влияния.
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, приведены на рис. 5.9. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не более 0,07 мм, при толщине до 20 мм зазор до 0,1 мм) и точное направление луча по оси стыка (отклонение не больше 0,2 ... 0,3 мм).
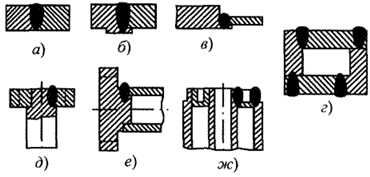
Рис. 5.9. Типы сварных соединений при сварке электронным лучом
а - стыковое (может быть с бортиком для получения выпуклости шва); б - замковое;
в - стыковое деталей разной толщины; г - угловые; д и е - стыковые при сварке кольцевых швов; ж - стыковые с отбортовкой кромок
При увеличенных зазорах (для предупреждения подрезов) требуется дополнительный металл в виде технологических буртиков или присадочной проволоки. В последнем случае появляется возможность металлургического воздействия на металл шва. Изменяя зазор и количество дополнительного металла, можно довести долю присадочного металла в шве до 50 %.
Сварка электронным лучом имеет значительные преимущества: высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002 ... 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т.д.; малое количество вводимой теплоты в результате чего снижаются коробления изделия; отсутствие насыщения расплавленного и нагретого металла газами.
Недостатки электронно-лучевой сварки: возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине; для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.