

5.1.5. Плазменная сварка
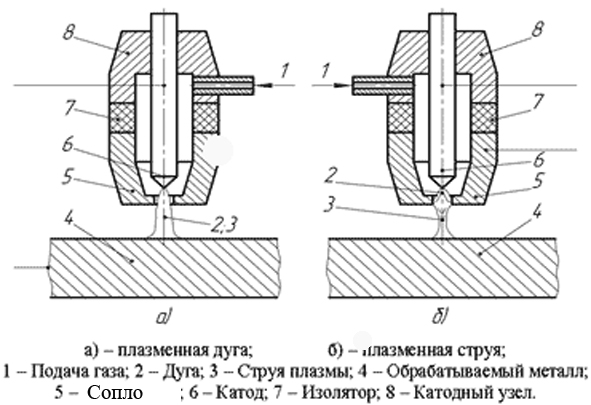
Для получения плазменной дуги служит устройство, называемое плазмотроном. Существует два способа подключения плазмотрона для генерации дуги: прямого действия (рис. 5.7 а); и для генерации дуги косвенного действия, называемой плазменной струёй (рис. 5.7 б).
а)
- плазменная дуга; б) – плазменная
струя;
Рис. 5.7. Схемы
плазмообразования:
1
– подача газа; 2 – дуга; 3 – струя плазмы;
4 – обрабатываемый металл; 5 – сопло; 6
– катод; 7 – изолятор; 8 – катодный узел
В плазмотронах прямого действия возбуждается дежурная дуга, малой мощности, между стержневым (как правило, вольфрамовым) электродом, вмонтированным в газовую камеру, и соплом. При касании факела дежурной дуги поверхности изделия возбуждается основная дуга номинальной мощности между электродом и свариваемым изделием. После возбуждения основной дуги сопло становится электрически нейтрально от электродного (катодного) узла и служит для сжатия и стабилизации дуги.
В плазмотронах косвенного действия плазменная дуга создается между электродом и соплом, а поток плазмы выдувает плазменную струю.
Для плазменной сварки металлов обычно применяют плазмотроны с дугой прямого действия.
Сжатие столба дуги происходит следующим образом: рабочий газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла плазмотрона в виде плазменной струи.
Плазменная дуга прямого действия имеет почти цилиндрическую форму, немного расширяющуюся у поверхности изделия.
Плазменная дуга косвенного действия (струя) имеет форму ярко выраженного конуса с вершиной, обращенной к изделию и окруженной факелом. Слой газа, омывающий столб дуги снаружи, остается относительно холодным, образуя тепловую и электрическую изоляцию между плазменной дугой и каналом сопла. Плотность тока дуги в плазмотронах достигает 100 А/мм2, а температура 15 000 – 30 000 оС.
Плазменная струя, истекающая из плазматрона с дугой прямого действия, совмещена со столбом дуги в отличие от плазматронов с дугой косвенного действия и поэтому характеризуется более высокой температурой и тепловой мощностью.
В плазмотронах с дугой прямого действия в изделие вводится дополнительное тепло за счет электронного тока и КПД их значительно выше, чем у плазмотронов с дугой косвенного действия. В связи с этим плазмотроны с дугой прямого действия целесообразно применять для сварки, резки, наплавки, а плазмотроны с дугой косвенного действия для напыления, нагрева и т.п.
Преимущества плазменной сварки: высокая температура и высокая концентрацией тепловой энергии плазменной струи; широкий диапазон регулирования ее технологических свойств; повышенная производительность; меньшая зону термического влияния; более низкая деформация при сварке; пониженный расход защитных газов; более высокая стабильность горения дуги; меньшая чувствительность качества шва от изменения длины дуги (ввиду её неизменной геометрии по длине.
К недостатка следует отнести: сложность конструкции плазматронов; высокие требования к плазмообразующему газу.
Плазменная дуга может быть использована: при сварке тонколистового материала толщиной менее 1 мм, включая тугоплавкие металлы; при сварке металлов с неметаллами; для наплавки и нанесения покрытий путем расплавления электродной или дополнительно подаваемой в дугу присадочной проволоки; для пайки; разделительной резки и поверхностной обработки различных металлов.