

Рекомендации по обозначению шероховатости
Эксплуатационные свойства поверхности |
Параметр шероховатости |
|||||
|
|
|
|
|
Направление шероховатости |
|
Износостойкость при всех видах трения |
+ |
─ |
─ |
─ |
+ |
+ |
Виброустойчивость |
+ |
─ |
+ |
+ |
|
+ |
Контактная жесткость |
+ |
─ |
─ |
─ |
+ |
─ |
Прочность соединения |
+ |
─ |
─ |
─ |
─ |
─ |
Прочность при циклических нагрузках |
─ |
+ |
+ |
+ |
─ |
+ |
Герметичность соединения |
+ |
+ |
─ |
─ |
+ |
─ |
2.2.3. Точность формы поверхностей
Существенное влияние на работоспособность изделия оказывает правильность форм сопрягаемых поверхностей и их взаимное расположение.
Отклонение формы реальной поверхности или реального профиля от формы номинальной (заданной чертежом) поверхности (профиля) оценивается наибольшим расстоянием от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) по нормали к ней.
Прилегающей поверхностью (профилем) называется поверхность (профиль), имеющая форму номинальной поверхности (профиля), соприкасающаяся с реальной поверхностью (профилем) и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности (профиля) в пределах нормируемого участка имело минимальное значение.
ГОСТ 24642—81 устанавливает следующие отклонения формы поверхностей.
Отклонение от прямолинейности в плоскости. Частными видами этого отклонения являются выпуклость и вогнутость. Выпуклость — отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой уменьшается от края к середине (рис. 2.6 а); вогнутость — отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой увеличивается от края к середине (рис. 2.6 б).
Отклонение от плоскостности. Частными видами этого отклонения также являются выпуклость (рис. 2.6 б, в) и вогнутость (рис. 2.6 г).
Отклонение
от круглости.
Частными видами этого отклонения
являются овальность и огранка. Овальность
— отклонение от круглости, при котором
реальный профиль представляет собой
овалообразную фигуру, наибольший
и наименьший
![]() диаметры
которой находятся во взаимно
перпендикулярных направлениях (рис.
2.6 б, д).
Огранка
— отклонение от круглости, при котором
реальный профиль представляет собой
многогранную фигуру (рис. 2.6 б, е).
диаметры
которой находятся во взаимно
перпендикулярных направлениях (рис.
2.6 б, д).
Огранка
— отклонение от круглости, при котором
реальный профиль представляет собой
многогранную фигуру (рис. 2.6 б, е).
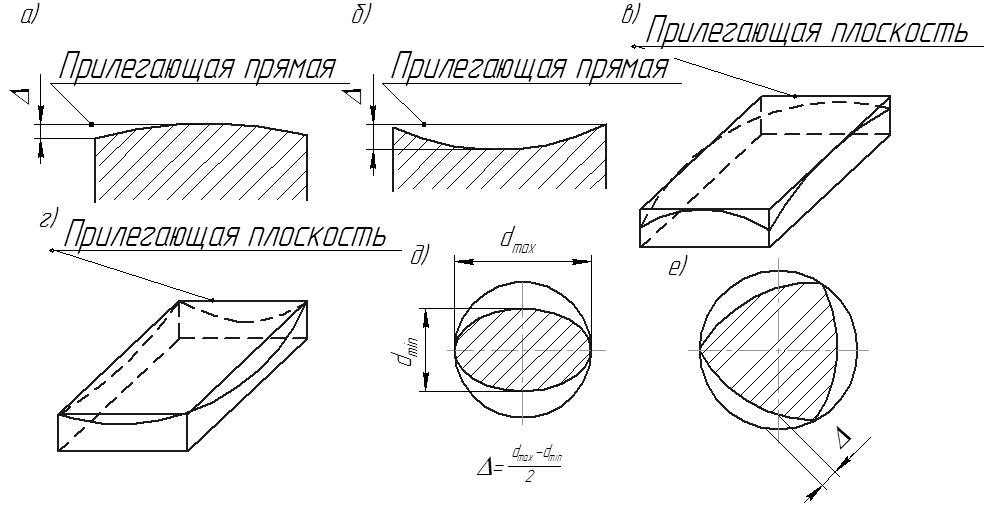
Рис.
2.6. Отклонения от прямолинейности
Отклонение профиля продольного сечения характеризует отклонение от прямолинейности и параллельности образующих. Частными видами этого отклонения являются конусообразность (рис. 2.7 а), бочкообразность (рис. 2.7 б) и седлообразность (рис. 2.7 в).

Рис.
2.7. Отклонения от цилиндричности![]()