

Тема 1.3 Габаритность аппаратуры
Определение габаритности аппаратуры и элементы ее расчета выполняются применительно к железнодорожному транспорту.
Негабаритными считаются такие аппараты, которые при погрузке на подвижной состав, стоящий на прямом пути или проходящий по прямым участкам ж/д пути, выходят за пределы очертания габарита подвижного состава (см. рис. 1.2.1).
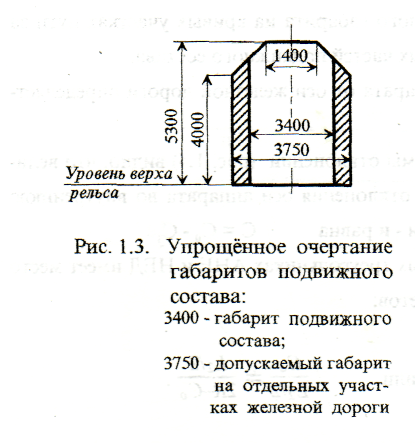
3400 – Габарит подвижного состава
3750 – Допускаемый габарит на отдельных участках подвижного состава
Рис. 1.3.1 – Упрощенное очертание габаритов подвижного состава
Аппаратура, расчетная ширина которой не выходит за пределы габарита подвижного состава (меньше 3400 мм), называется абсолютно габаритной. Она целиком изготавливается на заводе.
Когда расчетная ширина находится в пределах 3400-3750 мм, аппаратура называется относительно негабаритной. Такая аппаратура может перевозиться только после дополнительного согласования с железной дорогой.
Если расчетная ширина аппарата выходит за очертания габаритов подвижного состава, то она считается абсолютно негабаритной, перевозке по ж/д не подлежит и изготавливается на заводе по частям.
Тема 1.4 Карты раскроя
Карта раскроя сборочной единицы (обечайки, корпуса, днища) представляет собой чертеж развертки на плоскости, который определяет количество и габаритные размеры листов-заготовок, расположение и протяженность продольных и поперечных швов.
От вида раскроя зависят основные технологические операции (особенно сборочно-сварочные и их последовательность), возможная точность изготовления изделия, необходимое оборудование, себестоимость изделия и отходы металла.
На практике имеют место две принципиально разные карты раскроя корпусов аппаратов (см.рис.1.3.2).
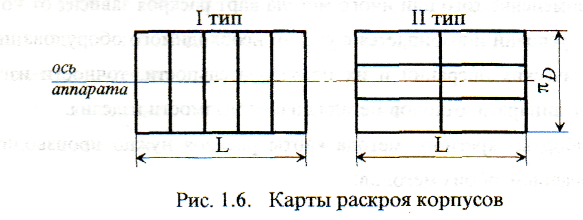
Рис. 1.3.2 –Карты раскроя корпусов
I тип - метод обечаек, характеризуется тем, что продольная ось листа располагается перпендикулярно оси аппарата.
При применении карты раскроя I типа сборочный узел (корпус) составляется из отдельных обечаек. Каждая обечайка, по возможности, выполняется из одного листа.
При использовании метода обечаек увеличивается количество кольцевых швов, которые меньше напряжены, но имеют большую трудоемкость сборочно-сварочных работ. Листогибочные машины используются с небольшой длиной валков.
II тип - метод карт, характеризуется тем, что продольная ось листа располагается параллельно оси аппарата.
При методе карт используются максимальные размеры листа по длине. Имеет место малое количество кольцевых швов, большое количество продольных. Продольные швы выполняются на плоскости, что приводит к снижению трудоемкости сварочных и сборочных операций. Трудоемкость снижается также за счет сокращения количества кольцевых швов. Но зато требуются вальцы большой мощности, так как длина валков доходит до 12 метров. Метод карт является более прогрессивным и предполагает наличие высокой технической оснащенности производства.
Контрольные вопросы
1 Применительно к какому виду транспорта выполняется определение габаритности аппаратуры?
2 Какие аппараты считаются абсолютно габаритными?
3 Какие аппараты считаются относительно негабаритными?
4 Какие аппараты считаются абсолютно негабаритными?
5 Что представляет собой карта раскроя сборочной единицы?
6 На что влияет вид раскроя?
7 Дать характеристику основных типов карт раскроя.
8 В чем достоинства и недостатки каждого из типов раскроя?
9 От чего зависит выбор метода карт раскроя?
Лекция № 4