

4.3 Расчет количества стержневого оборудования
Р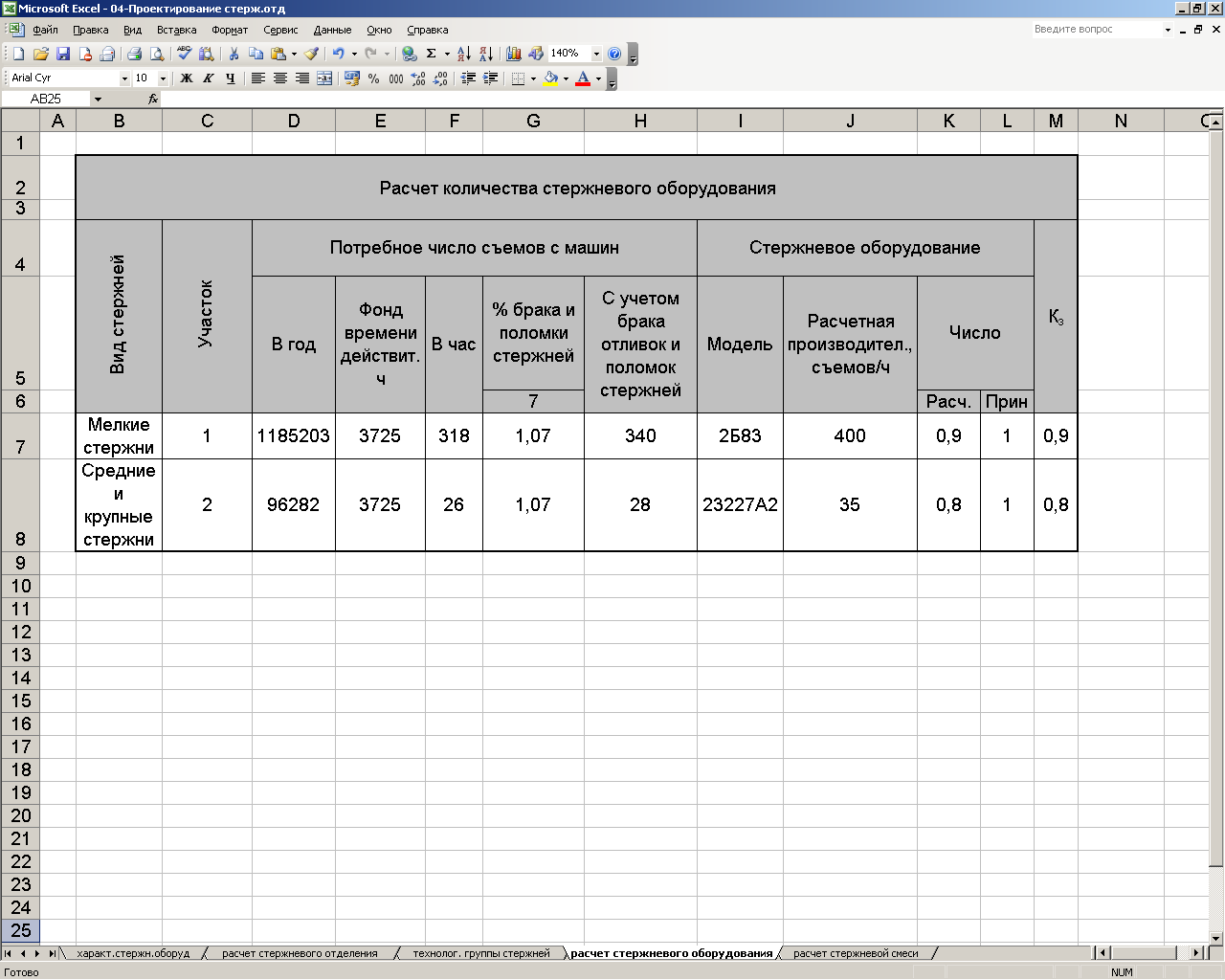 асчет
количества стержневого оборудования
ведем в виде электронной таблицы –
рисунок 11.
асчет
количества стержневого оборудования
ведем в виде электронной таблицы –
рисунок 11.
Рисунок 11 – Пример таблицы расчета количества стержневого оборудования
В данной таблице заполняются столбец «Е» - согласно данным таблицы «Действительный годовой фонд времени оборудования» файла «01-расчет приведенной программы», ячейка «G6» - указывается процент брака стержней, согласно рекомендациям [2], столбцы «I» и «J» - согласно данным таблицы «Характеристика стержневого оборудования» файла ««04 – Проектирование стержневого отделения».
Расход основных материалов
О сновным
материалом, который потребляется
стержневым отделением, является
стержневая смесь. Количество стержневой
смеси, необходимой отделению для
выполнения годовой программы, складывается
из смеси, идущей на изготовление стержней
для годных отливок [1], табл.20 с.117, на
брак отливок и поломку стержней 5-10% и
просыпи 5-10% [2].Расчет расхода стержневой
смеси ведем в виде электронной таблицы
– рисунок 12.
сновным
материалом, который потребляется
стержневым отделением, является
стержневая смесь. Количество стержневой
смеси, необходимой отделению для
выполнения годовой программы, складывается
из смеси, идущей на изготовление стержней
для годных отливок [1], табл.20 с.117, на
брак отливок и поломку стержней 5-10% и
просыпи 5-10% [2].Расчет расхода стержневой
смеси ведем в виде электронной таблицы
– рисунок 12.
Рисунок 12 – Пример таблицы расчета расхода стержневой смеси
В данной таблице заполняются столбец «D» - согласно данным и примечаниям таблицы «Расчет стержневого отделения. Норма расчетного числа стержней на 1т годных чугунных и стальных отливок» файла «04 – Проектирование стержневого отделения», ячейки «F6» и «Н6» - согласно рекомендациям, описанным выше, столбец «J» - согласно рекомендациям таблицы «Действительный годовой фонд времени оборудования» файла «01-расчет приведенной программы»
Плотность уплотненной стержневой смеси принята равной 1,65 кг/дм3, разрыхленной – 1,25 кг/дм3 .
5. Смесеприготовительное отделение
5.1 Расчет числа смесеприготовительного оборудования
В цехах массового и крупносерийного производства отливок рекомендуется для каждой формовочной линии или технологического потока предусматривать свой смесеприготовительный участок. Стержневые смеси также рекомендуется приготавливать вблизи стержневых машин и линий.
Составы формовочных и стержневых смесей выбирают в зависимости от технологии изготовления форм и стержней, вида сплава, конфигурации и массы отливок.
По выбранным рецептам смесей и их полному годовому расходу рассчитывается потребность отделения в компонентах смесей.
Приготавливают смеси в смесителях периодического или непрерывного действия различных конструкций. Количество смесителей определяют по их расчетной производительности (q) и количеству смеси, которое требуется изготовить в течение часа (qтреб.).
Расчет числа смесителей выполняем в виде электронной таблицы – рисунок 13.
В данной таблице заполняем столбец «Е» - согласно рекомендациям таблицы «Действительный годовой фонд времени оборудования» файла «01-расчет приведенной программы», столбцы «G», «Н» - согласно рекомендациям таблицы «Характеристика смесителей» файла «05 – Проектирование смесеприготовительного отделения».
Производительность бегунов рассчитана по продолжительности перемешивания и объему одного замеса в бегунах данного типа.

Рисунок 13 – Пример таблицы расчета числа смесителей
5.2 Состав и свойства формовочной и стержневой смеси
Для формовки на автоматах требуется единая формовочная смесь с повышенной прочностью, состав и свойства единой формовочной смеси определяются согласно рекомендациям [2], табл. 2.6, с.141.
Состав и свойства стержневой смеси выбираются согласно рекомендациям [2], табл. 2.9, с.143.
Эти данные оформляются в виде электронной таблицы, заполненной вручную. Данные этих таблиц будут использованы при расчете расхода основных материалов.
На основе рецептов формовочной и стержневой смесей рассчитывается потребность в основных материалах. Расчет ведем в виде электронной таблицы – рисунок 14.

Рисунок 14 – Пример таблицы расчета расхода основных материалов
В данной таблице столбец «В» заполняется вручную на основе рецептов формовочной и стержневой смесей. Остальные столбцы заполняются автоматически.