

Тема: Деформації згину при зварюванні таврових з’єднань.
При зварюванні таврових з’єднань усадкова сила прикладена в точці, що не лежить на центральній вісі поперечного перерізу з’єднання.
Оскільки площа зони залишкових пластичних деформацій несиметрична відносно осі у, то точка прикладання усадкової сили буде зміщена відносно осей х,у.
 і
відповідні прогини
і
відповідні прогини

де L-
довжина балки;
 ,
, -
моменти інерції поперечного перерізу,
тоді залишковий прогин таврового
з’єднання визначається за формулою:
-
моменти інерції поперечного перерізу,
тоді залишковий прогин таврового
з’єднання визначається за формулою:

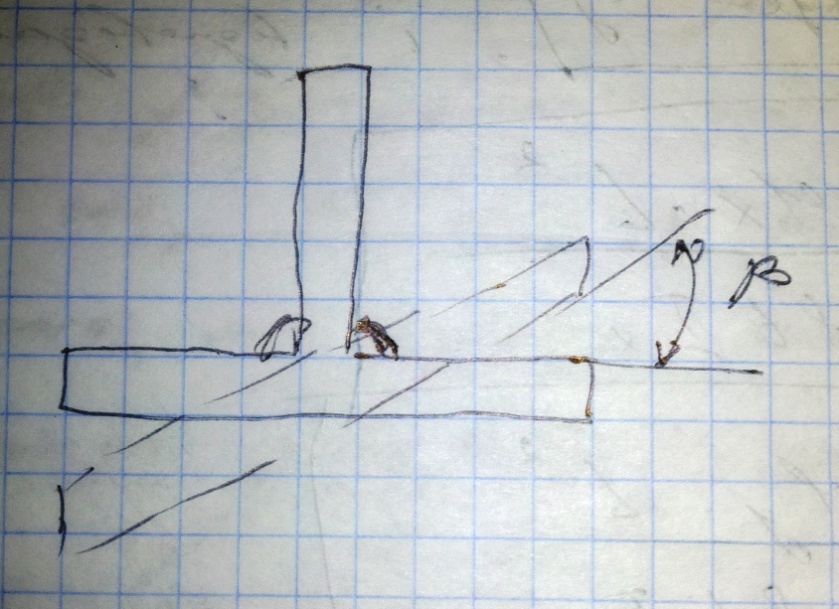
Кутові деформації
Кутова деформація полягає в повороті зварених листів на деякий кут відносно вихідного положення виникає при зварюванні однопрохідних і багато прохідних зварних з’єднань з стиковими і кутовими швами. Величина кутової деформації рівна куту B.
Кутові деформації при зварюванні стикових з’єднань.
При зварюванні стикових з’єднань неповного пружного утворення кутової деформації і є нерівномірність поперечної усадки, різних шарів металу по товщині внаслідок нерівномірного розігрівання металу. Найбільша кутова деформація проявляється при односторонньому стиковому зварюванні незакріплених пластин з V- подібним розробленням кромок.
Величина кутової деформації залежить від:
1.
Відносної глибини провару
 ;
;
2.
Відносної ширини провару
 ;
;
3. Від форми провару;
4. Від механічних і теплофізичних властивостей металу.
При зварюванні стикових з’єднань з однієї сторони з V- подібній розробці кромок кутову деформацію визначають:

 -
температурний коефіцієнт розширення
металу;
-
температурний коефіцієнт розширення
металу;
 -
середня температура пару наплавленого
металу, до моменту переходу найбільш
нагрітих точок з пластичного стану
пружних.
-
середня температура пару наплавленого
металу, до моменту переходу найбільш
нагрітих точок з пластичного стану
пружних.
При зварюванні в стик маловуглецевих низьколегованих сталей, кутову деформацію, визначають по монограмі в залежності від умов зварювання і розрахункової товщини .
При багатопрохідному зварюванні кутову деформацію стикового зварювання визначають за формулою:

де
 -
кількість проходів з кінцевої сторони;
-
кількість проходів з кінцевої сторони;
 -
кутова деформація s-го проходу;
-
кутова деформація s-го проходу;
 -
кутова деформація від k-го проходу з
кінцевої сторони; m- коефіцієнт, що
враховує номер проходу.
-
кутова деформація від k-го проходу з
кінцевої сторони; m- коефіцієнт, що
враховує номер проходу.
Кутові деформації при зварюванні таврових з’єднань
При
зварюванні в вільному стані таврових
з’єднань кутовими швами , сумарна кутова
деформація
 визначається не тільки нерівномірним
розігрівом листа по товщині
визначається не тільки нерівномірним
розігрівом листа по товщині
 ,
але і поворотом цього листа, як жорсткого
цілого відносно стінки на деякий кут
,
але і поворотом цього листа, як жорсткого
цілого відносно стінки на деякий кут
 ,
за рахунок поперечного скорочення,
металу кутового шва.
,
за рахунок поперечного скорочення,
металу кутового шва.
Кут знаходиться по монограмі, кут - мало залежить від режиму зварювання і приймаємо 0.024 радіан.
Тема:Деформації тонколистових конструкцій,деформації складних конструкцій
1 Деформації втрати стійкості
Це
миттєва втрата попередньої форми під
дією стискаючих сил наприклад для
пластин. Перехід від плоскої форми в
криволінійну форму. В втраті стійкості
в основному піддаються плоскі листові
елементи невеликої товщини близько
3-8мм. При цьому можлива втрата стійкості:
 .
При цій умові напруження стиску являють
собою власні зварювальні напруження,
або просумовуванні зварювальні і робочі.
Напруження спричинені усадковою силою
тонколистовій пластині, довгі краї якої
жорстко закріпленні.
.
При цій умові напруження стиску являють
собою власні зварювальні напруження,
або просумовуванні зварювальні і робочі.
Напруження спричинені усадковою силою
тонколистовій пластині, довгі краї якої
жорстко закріпленні.


Критичне напруження залежить від багатьох факторів, в загальному визначається за формулою:

k – що залежить від геометричних розмірів
b – ширина пластини;
D – діаметр циліндричної фігури
2 Деформації скручування. Найбільш часто зустрічаються в конструкціях балочного типу з значною протяжністю повздовжніх швів. Основною причиню появи такого типу деформацій є різні величина тимчасових повздовжніх переміщень зварювальних кромок, що приводить до їх взаємного зсуву.
Зсув кромок може бути виливаний неоднаковим тепловим станом металу зварювальних кромок, різною жорсткістю елементів, пружнім зсувом елементів в результаті складання.
Розглянемо
зварювання з тепловідведенням тонкостінної
циліндричної оболонки одним повздовжнім
швом. Якщо відбувається неоднорідний
тепловий контакт тепловідвідних
притискачів по обидві сторони шва, то
метал одержує різне теплове видовження:
на одній кромці
 а на другій кромці
а на другій кромці
 .
При Т1 більше за Т2. Дельта 1 буде більше
за дельта 2. Це призведе до зсуву кромок.
При охолодженні починаючи з моменту
відновлення пружних властивостей металу
відбувається сумісні деформація цих
елементів, що викличе в одних місця
напруження розтягу, в інших – стиску.
Для того щоб повернути оболонку в
попередній стан після зварювання
необхідно по торцях оболонки прикласти
моменти, що призведуть до її закручення,
тому основне завдання при визначенні
деформації скручування, знаходження
значення взаємного зсуву в кожному
конкретному випадку за урахуванням
чинників що викликають цей зсув.
.
При Т1 більше за Т2. Дельта 1 буде більше
за дельта 2. Це призведе до зсуву кромок.
При охолодженні починаючи з моменту
відновлення пружних властивостей металу
відбувається сумісні деформація цих
елементів, що викличе в одних місця
напруження розтягу, в інших – стиску.
Для того щоб повернути оболонку в
попередній стан після зварювання
необхідно по торцях оболонки прикласти
моменти, що призведуть до її закручення,
тому основне завдання при визначенні
деформації скручування, знаходження
значення взаємного зсуву в кожному
конкретному випадку за урахуванням
чинників що викликають цей зсув.
3 Деформування конструкцій балочного типу. Характерна особливість зварних конструкцій балочного типу є відносно велика довжина в порівнянні з висотою та шириною. Наявність поясних швів вздовж всієї довжини наявність поперечних швів, ребер, діафрагм і допоміжних елементів.
Якщо є не симетрично розміщені повздовжні та поперечні шви, то в наслідок великої довжини балок то в них виникає значний прогин. Після зварювання повздовжнього шва виникає усадкова сила, що приводить до вкорочення балки:


А також момент від сили Рус плечі Е1 відносно маси перерізу:


І – момент інерції; е – ексцентриситет; М – момент від усадкової сили на плече;
4 Деформації оболонкових конструкцій. Найчастіше зустрічаються циліндричні оболонки з повздовжніми швами, циліндричні і сферичні оболонки з круглими швами. Циліндричні оболонки з кільцевими швами.
Особливостями деформацій при зварюванні оболонкових конструкцій є тещо переміщення які виникають при зварюванні направлені перпендикулярно до вихідної поверхні і мають значну величину.