

2.4.Упаковка и транспортировка
Во избежание повреждений во время транспортировки советуют уделять большое внимание упаковке мебели. Упаковка требует тщательного подгона деревянных коробок по размеру, ведь именно деревянные коробки и фанерные ящики должны обеспечить максимальную защиту груза при перевозке. Сверхпрочная деревянная упаковка предназначена для многоразового использования. Изготовление таких ящиков из фанеры происходит следующим образом: заранее сформированный железный каркас обшивается листами фанеры, что делает фанерные ящики максимально устойчивыми к различным негативным воздействиям окружающей среды. Практичнее каждое изделие обёртывают несколькими слоями специального плёночного материала “air-ball”. На края, и все углы устанавливается защита из картона.
Помимо фанерных ящиков так же используют коробки, которые изготавливают из 7мм-го прочного картона, пригодного для транспортировки.

Рисунок 13- Упаковка мебели в специального плёночного материала “air-ball”.
3.Технологический раздел
3.1.Выбор оборудования и инструмента
Оборудование для гнутья массивной древесины может иметь холодные и горячие формы. На станках, для гнутья древесины, с холодными формами гнутье древесины осуществляется по замкнутому контуру. Для этого заготовка, помещенная между шаблоном, надетым на вал, и шиной, закрепляется подвижным упором. Вал, приводимый в движение электродвигателем, вращает шаблон, за счет чего происходит гнутье древесины. В месте загиба устанавливается ролик, прижимающий шину с заготовкой к шаблону. Во время сушки заготовок шаблон и шина не снимаются.
Станки, для гнутья древесины, с горячими формами называются гнутарно-сушильными. Они могут быть с одно- и двусторонним обогревом. При одностороннем обогреве заготовки, закрепляясь, закладываются между шиной и шаблоном и обогреваются паром. Придание формы происходит за счет сушки древесины в течение 90...180мин до влажности 15%. Окончательная сушка осуществляется в сушильных камерах.
Станки, для гнутья древесины, с двусторонним обогревом имеют вид гидравлических или пневматических прессов, в которых заготовки помещаются между профильными плитами-шаблонами. В них заготовки остаются до полной сушки и придания окончательной формы.
Гнуто-клееные заготовки изготавливают в пресс-формах, где склеивание и изгиб материала происходят одновременно. Пресс-формы представляют собой сочетание матрицы и пуансона. Матрицей является шаблон, а пуансон имеет вид выступа на верхней плите, который при смыкании с матрицей подвергает изгибу блок и придает ему форму шаблона. Пресс-формы различаются по способу подачи давления и виду нагрева.

Рисунок 14- Схема склеивания заготовок незамкнутого контура из планов в жесткой пресс-форме: 1 - пуансон, 2 - упругая прокладка, 3 - планки, 4 – матрица
Подача давления может быть жесткой и эластичной. Она осуществляется при помощи гидравлических и пневматических пресс-камер и эластичных диафрагм. Эластичная передача давления отличается от жесткой использованием обжимных гибких лент, при которых формообразующим элементом является пуансон.
Нагрев пресс-форм осуществляют кондуктивным способом, на основе пара или электричества, диэлектрическим способом — токами высокой частоты, а также путем комбинирования кондуктивного и диэлектрического способов.
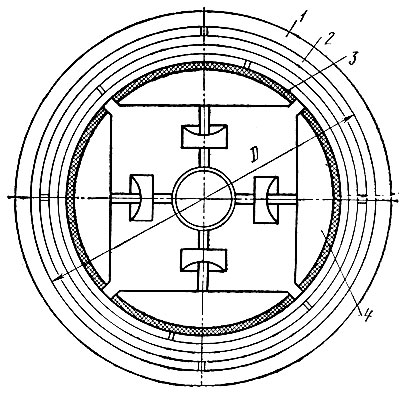
Рисунок 15- Схема склеивания заготовок замкнутого контура из планок в жесткой пресс-форме: 1 - кольцо-матрица, 2 - планки, 3 - упругая прокладка, 4 – пуансон
Пресс-формы могут быть стационарными для постоянных профилей и сменными для различных профилей. По конструкции пресс-формы могут быть простыми (для получения одного вида профиля) и универсальными (для получения серии профилей).
Гнутье клееных блоков осуществляют под давлением 0,05...0,1 МПа; с одновременным облицовыванием оно составляет 0,8...1,2 МПа при температуре 105...150°С. Время прессования зависит от способа нагрева, марки клея, размеров заготовки. В средам оно составляет 10 мин. Начальная влажность блока должна составлять 6...8%. Изготавливают пресс-формы из стали, чугуна, сплава алюминия, а также из фанерных плит и древесных слоистых пластиков, хорошо проводящих тепло.
Выпуск гнуто-клееных заготовок значительно увеличивается при использовании прессов непрерывного действия, для которых не требуется время на загрузку и выгрузку пресс-форм и клееных токов. Производительность прессов периодического действия аналогична производительности прессов для склеивания древесины по ширине.

Рисунок 16- Оборудование для гнутья древесины