

2.3.Основные этапы процесса гнутья древесины
Технологический процесс гнутья массивной древесины включает в себя операции раскроя материала на заготовки, их гидротермическую обработку, гнутье и сушку. В технологии получения гнуто-клееных деталей отсутствуют операции гидротермической обработки и сушки, но добавляется операция нанесения клея.
Заготовки для гнутья из массивной древесины получают путем раскроя необрезных пиломатериалов на круглопильных станках по общепринятым схемам с учетом припусков на дальнейшую обработку. Затем для уменьшения шероховатости прямолинейные заготовки подвергаются продольному фрезерованию, а заготовки круглого сечения — обработке на токарных и круглопалочных станках.

Рисунок 8- Гнутопропильные заготовки из плит в процессе склеивания: а - заготовка, подготовленная к склеиванию, б - запрессованная заготовка; 1 - прямоугольные пропилы, 2 - конические пропилы, 3 - заготовка, 4 - шпон
Получение листового материала для гнуто-клееных заготовок аналогично производству лущеного и строганого шпона. В качестве сырья можно использовать полноформатный шпон, шпон, склеенный из кусковых отходов, кусковые отходы как шпона, так и фанеры, что обеспечивает экономию материалов.
Для непосредственного склеивания чаще всего применяется лущеный шпон, строганий шпон применяется для облицовывания.
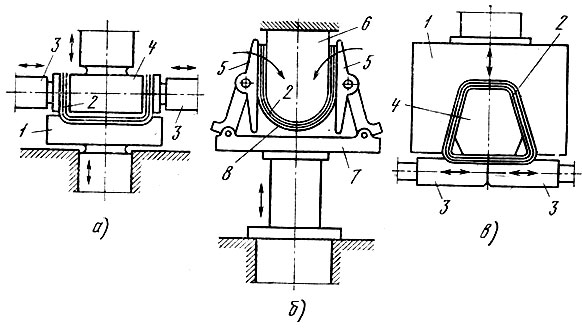
Рисунок 9- Схемы склеивания гнутоклееных заготовок из шпона в гидравлических прессах: а - четырехплунжерном, б - одноплунжерном с гибкой лентой, в - трехплунжерном; 1 - матрица, 2 - пакет заготовок из шпона, 3 - боковые плунжеры, 4 - пуансон, 5 - боковые прижимы, 6 - обогреваемый шаблон, 7 - плита, 8 - стальная лента
Общим для массивной древесины и шпона является требование по ограничению содержания пороков. Заготовки для гнутья не должны включать в себя выпадающие, загнивающие и табачные сучки, ложное ядро, простые и сложные метиковые трещины, торцовые трещины, трещины от мороза и усушки, разностороннюю кривизну в значительных пределах, внутреннюю гниль, синеву, обширные механические повреждения, а также повреждения насекомыми. Кроме того, наклон волокон древесины не должен превышать 10°
Гидротермическая обработка древесины перед гнутьем включает в себя ее прогрев во влажном состоянии, увеличивающий пластичность древесины. Под действием температуры часть веществ, входящих в состав клеток, переходит в коллоидное состояние, которое обеспечивает древесине возможность деформироваться и принимать необходимую форму. В результате сушки коллоидные вещества твердеют и сохраняют данный профиль.
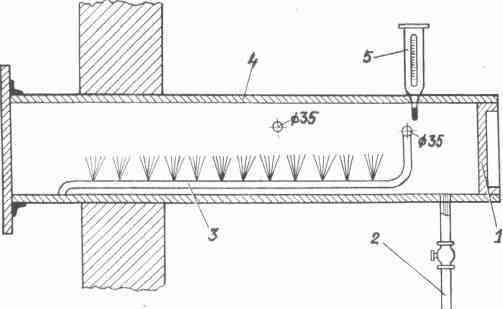
Рисунок 10- Разрез пропарочного котла : 1- крышка, 2- спускная труба, 3 - паровая труба, 4- котел, 5 - термометр и манометр
Прогрев древесины осуществляют ее пропариванием или провариванием. Длительность обработки зависит от начальной влажности, размеров и породы древесины и определяется по специальным диаграммам. Проваривание заготовок происходит в деревянных чанах или металлических ваннах при температуре воды 90...95°С. Проваривание не обеспечивает равномерность прогрева и увлажнения древесины, поэтому используется чаще всего в случаях, когда пропаривание технически невозможно.
Пропаривают заготовки в среде насыщенного пара температурой 102...105°С и давлением 0,02...0,05 МПа в котлах-барабанах или герметичных бетонных ямах, в которых древесина, уложенная на прокладки, равномерно прогревается до температуры 70...80°С и увлажняется до 25...30 %. В отдельных случаях прогреву лижет подвергаться и фанера. На основе синтетических клеев ее проваривают, а на основе органических — подвергают пропарке. Операция нанесения клея на древесину, шпон или фанеру осуществляется вальцовым способом, методом налива и экструзии, обычно используются карбамидоформальдегидные клеи, в состав растворов которых входят отвердители, наполнители и модификаторы, придающие пластичность клеевому шву. Материал с нанесенным на него клеем обычно формируют в блоки, которые затем подвергают прессованию. В дальнейшем блоки раскраивают на заготовки заданных размеров.
Оборудование для процесса гнутья массивной и клееной древесины имеет существенные отличия. Окончательную сушку заготовок из цельной древесины проводят в сушильных камерах до эксплуатационной влажности вместе с формами и шаблонами, на которых происходило гнутье древесины. Продолжительность сушки зависит от параметров заготовок, начальной влажности и породы древесины. После сушки материал выдерживают не менее 48 ч для остывания и выравнивания внутренних напряжений. Только после этого заготовки освобождают от шаблонов и направляют в цех для механической обработки.
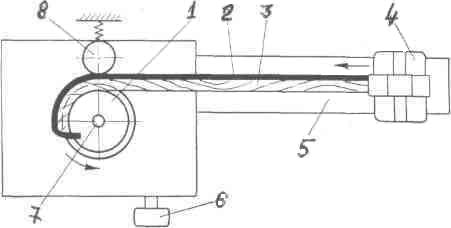
Рисунок 11- Гнутье заготовок по замкнутому контуру на гнутарном станке
Вид собранного гарнитура мебели (рис.12)

Рисунок 12 – Гарнитур мебели