

Принципиальные схемы устройств активного контроля Приборы активного контроля для шлифования станков (круглое наружное шлифование)
На этих станках деталь устанавливается и базируется в центрах.
Задача приборов контролировать наружный диаметр обрабатываемой детали и подавать команду на:
прекращение обработки при достижении заданного размера
включение след-го режима обработки (напр. чистового шлифования)
Для измерения наружного диаметра примен-ся приборы, построенные по схемам условно делящимся на:
трехконтактные схемы (прибор)
двухконтактные
одноконтактные
Каждая из схем имеет недостатки и преимущ-ва. Применение той или иной схемы или прибора, построен. по этой схеме обуславлив-ся факторами:
уровень автоматизации производства
применяемое технологич-ое оборуд-ие
экономическое обоснование (целесообразность)
наличие персонала с соотв-ей квалификацией.
Трехконтактные приборы
Схема таких приборов распространена для станков универсальных, круглошлифовальных и специализированных, или торцекруглошлифовальных. Чаще всего приборы, построенные по этой схеме предназначены для контроля детали, у которых обрабатывается короткая повехность, либо несколько поверсхностей одинакового размера. Чаще всего обработка ведется методом обрезания, реже «на проход».
Шлифовальный круг
Кожух шлифов-го круга
Шарнир
Система рычагов и кулис
Измерит-ый наконечник
Индикатор (регистрир. устр-во)
Корпус скобы
Базовые наконечники
Обрабатываемая и контролируемая деталь.
Работа скобы осущ-ся в след-ей послед-ти:
1) Включается рабочая подача и начинается процесс обработки
2) На обрабатываемую поверх-ть устанавлив-ся скоба, таким образом чтобы все три наконечника касались обрабатываемой поверхности.
3) Деталь обрабатывается и одновременно контролируется
Результаты контроля считывает оператор.
4) По рез-там контроля оператор принимает решения остановить обработку или продолжить.
После прекращения обработки скоба отводится.
Приборы, построенные по этой схеме достаточно сложно автомат-ся. Чаще всего процесс подвода к обрабатыв-ся поверхности измерит-го устройства и его отвода осущ-ся вручную. Настройка тоже ручная.
Показанная схема примен-ся при обработке коротких цилиндрических поверхностей. При обработке длинных деталей( если длина больше 3d), примен-ся трехконтактные приборы «наездники».Их применение связано с тем, что:
контроль необх-мо осуществить по всей длине обработки, а не в одном сечении
детали обраб-ся с использов-ем мопетов(поддерживающее устройство), наездникам они не мешают
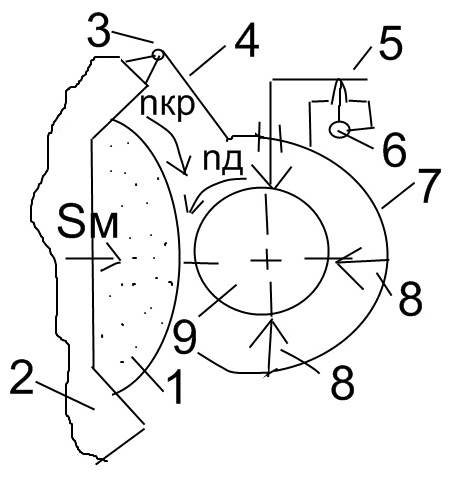
Наездники строятся по принципу призмы:

1- Кожух шлифовальн. круга
2 – Шлифовальный круг
3 - Шарнир установленный на кожухе шлифовального круга
4 – система рычагов
5 – призма «наездник»
6 – индикатор (датчик)
7 - Обрабатываемая деталь
8 – поддерживающий мопет
В отличиии от предыдущ. схемы достигаемая точность обраб-ки по этой схеме меньше, т.к. на конечный результат будут влиять дополнительные составляющие погрешности.