

Особенности метрологических хар-к пневматических преобразователей.
Пневматич-ие приборы построены на основе пневматических преобразователей, в которых носителем инфо является расход воздуха через чувствит-ый элемент, преобразуемый в изменение давления.
Преобразователи делятся на:
- дроссельные
-дроссельно-эжекторные
- эжекторные.
Хаар-ки приборов и преобразов-лей определяются по статической характ-ке зависимости между избыточным измерит-ым давлением от проходной площади канала истесения воздуха.
Статистическая хар-ка:
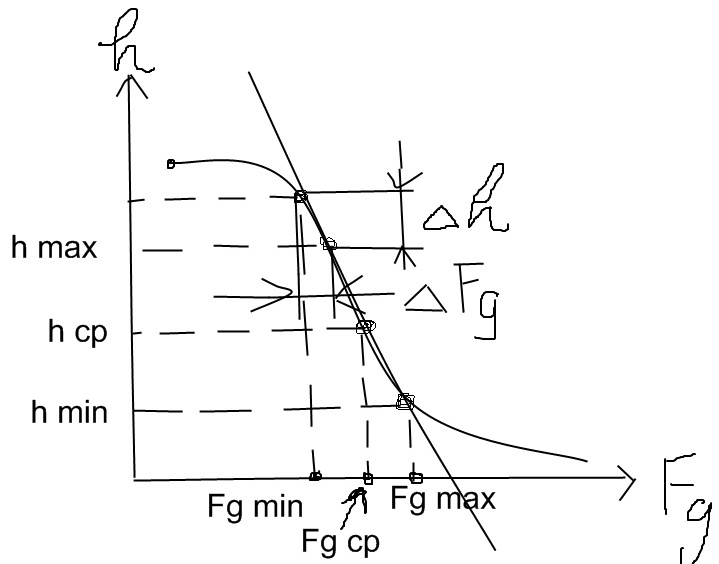
h- избыточное измерит-ое давление
Fg – проходная площадь канала
Метрологические хар-ки:
диапазон измерений
![]()
чувствительность преобраз-ля – величина изменения иземрит. давления при изменении площади измерит. канала на ед-цу площади.
Площадь измер-го канала, соотв-ая середине линейного участка статической характеристики.
Значение статической хар-ки приводится в паспорте прибора или преобраз-ля.
Зная значение этой хар-ки можно подобрать такой преобраз-ль,который обеспечивает требуемый диапазон измерений и требуемую чувствительность прибора.
Область применения дроссельных преобразователей.
Дроссельным преобраз-лем наз-ся преобразов-ль с чувствительным эл-ом в виде дросселирующего канала, минимальная проходная площадь которого прямо или косвенно зависит от контролируемой величины,а преобразование расхода воздуха через этот элемент в давление осущ-ся с помощью дросселя входного сигнала.
Регистрир-им элементом для всех пневматич-их преобраз-лей чаще всего могут быть:
манометр, проградуированный в ед-цах длины
различные поплавковые системы
датчики давления(тензодатчики)
На основе дросс-ых строятся приборы для контроля различных величин.
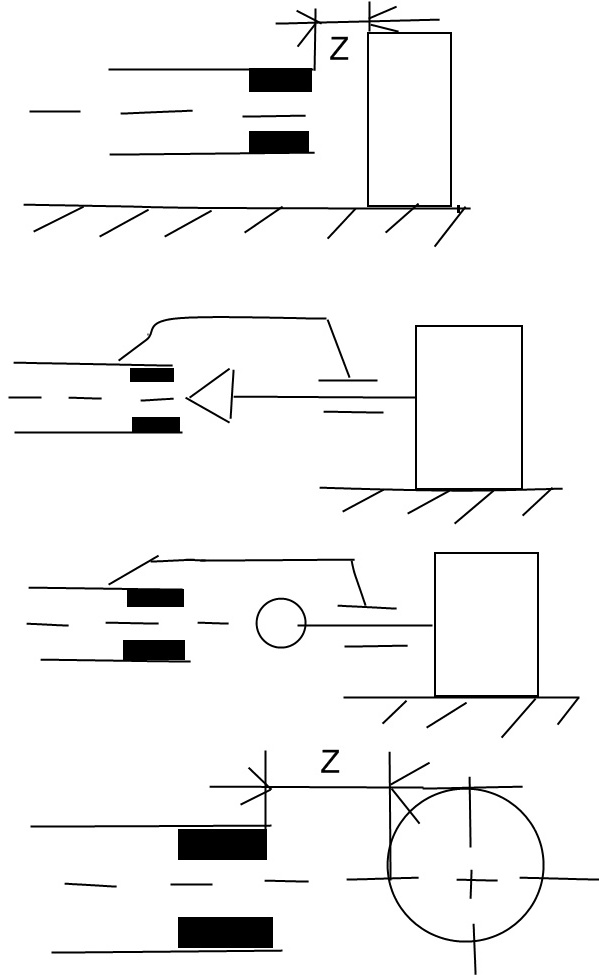
Для контроля малых диаметров, контроля проволоки, контроля узких щелей исп-ся преобразователи в которых направление движения воздуха не меняется (1 группа)
Для контроля размеров деталей, контактным и безконтактным способом исп-ся преобраз-ли 2ой группы, которые хар-ся изменением направления движения воздуха при помощи различных элементов.
На основе дроссельных преобраз-ей строятся самые простые приборы, однако они как правило имеют небольшой диапазон измерений и высокую чувствительность, т.е. предназначеныдля контроля ососбо точныхизделий (4,5 квалитет).
В машиностроении применяются дроссельно-эжектроные преобраз-ли которые:
1) имеют больший диапазон измерений
2)меньшую чувствит-ть
3)позволяют контролировать размеры в труднодоступных местах
4)позволяют создавать приборы, контролирующие сумму или разность размеров.
Дроссельно-эжекторными преобраз-ми называют преобраз-ли с чувствит-ым элементом в виде дросселирующего канала, минимальная проходная площадь которого прямо или косвенно зависит от контролируемой линейной величины, а преобраз-ие расхода воздуха через этот эл-т в давлении осущ-ся с помощью специального струйного аппарата эжектрора.
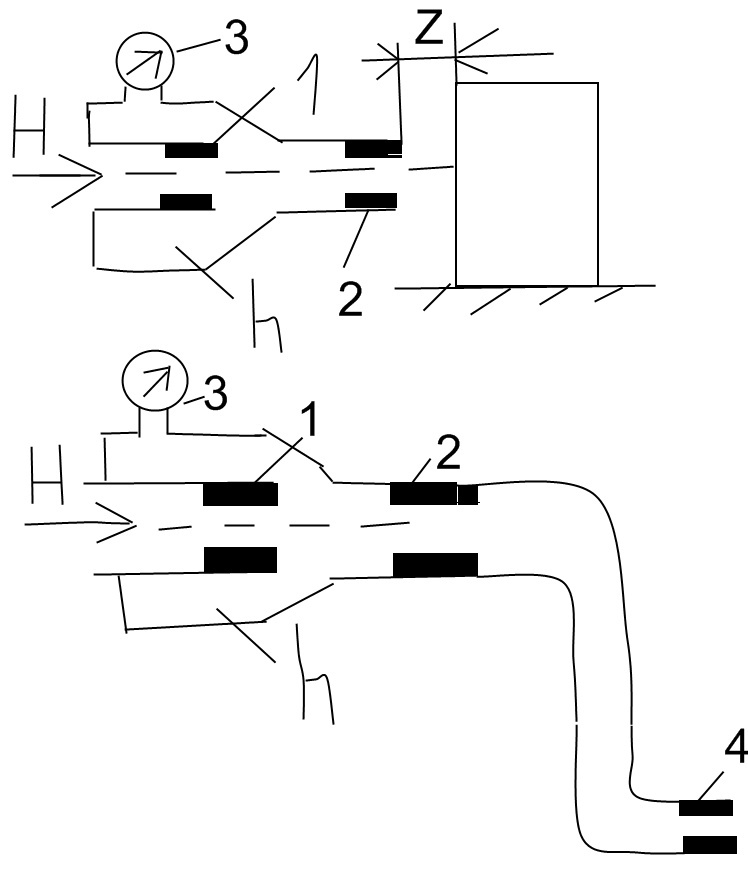
Н- воздух, подаваемый от постоянного давления
1- входное сопло
2- сопло дросселирующего элемента
3 – манометр, проградуиров-ый в единицах длины
z – зазор между соплом дросселирующего эл-та и контролируемой пов-тью.
В зависимости от изменения размера может изменяться от 0 до бесконечности.
h –избыточное измерит-ое давление, в некоторых случаях применяют дроссельно-эжектроные преобраз-ли с выносным соплом 4.
Носителем измерит-ой инфо в том и в другом случае будет измерительное давление.
На основе одного эжектора могут быть неск-ко выносных соплов (как правило четное кол-во) поэтому одним прибором можно проконтролировать размер деталей одновременно в неск-их сечениях.