

Средства активного контроля для плоскошлифовальных станков
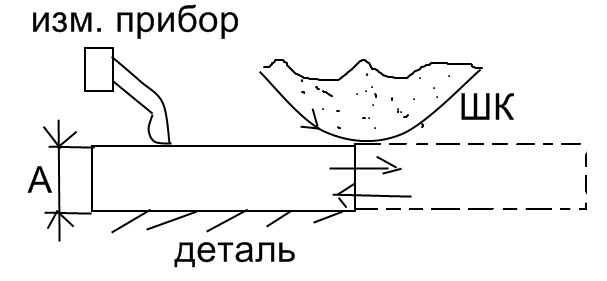
При плоском шлифовании контролир-ся как правило расстояние от базовой поверхности детали (или установочной пов-ти) до пов-ти обработки. Исп-ся только одноконтактные приборы.
Плоское шлифование реализ-ся двумя способами:
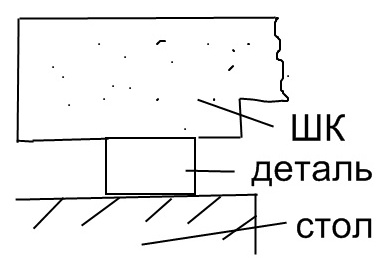
Многопроходное шлифование когда обработкапов-ти ведется за неск-ко проходов шлифовального круга, причем деталь наход-ся в контакте с шлифовальным кругом периодически.
Такой способ шлиф-ия примен-ся чаще всего в единичном и мелкосерийном производстве, реже в серийном.
Реализ-ся на универсальных и специальных плоскошлифовальных станках.
Размер котор. контролир-ся (А) – это размер между обрабатывающей поверхностью и столом станка.
Способ контроля – косвенный.
Причем чувствит-ый элемент прибора контактирует с обрабатывающей поверхностью периодически.
В массовом произв-ве исп-сяспециальные шлифов-ые станки на которых обрботка детали ведется за 1 оборот стола.
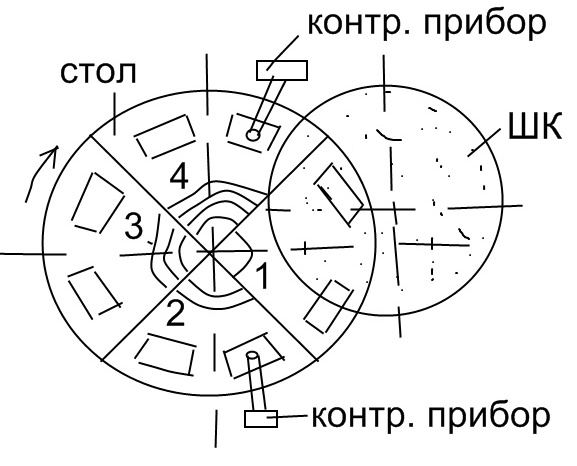
зона обработки
зона контроля
зона загрузки (выгрузки)
зона входного контроля
Для этих станков характерно периодическое касание измеряемых элементов пов-ти детали, и периодическое нахождение над разрывами между соседними деталями. Контрол-ся то же параметр что и в предыдущем случае.
Одноконтактные приборы,которые исп-ся при плоском шлифовании имеют особенность,которая позволяет исключать ложные команды при нахождении чувствительного эл-та над разрвом обрабатываемой поверхности.
Эти устройства по принципу действия делятся на 3 группы:
затормаживание измерит-го наконечника во время его прохождения над разрывом поверхности
разъединение связи чувствит-го элемента и отсчетного устройства на время прохождения измерит-го наконечника над разрывом пов-ти.
1 и 2 способы реализ-ся либо электромагнитными затормаживающими устр-вами, либо различного вида путевыми выключателями.
3) устройство задержки ложной команды при нахождении измерительного наконечника над разрывом поверхности. Чаще всего реал-ся использ-ем различного вида времязадающих элементов (реле времени)
Приборы активного контроля для хонинговальных станков
Процесс хонингования относится к чистовой обработке отверстий в корпусных деталях. Примен-ся так же для чистовой обраб-ки отверстий у цилиндрич-их деталях, если необх-мо сформулировать не только точный размер, но и заданную микрометрию поверхн-го слоя.
При хонинговании контролировать размеры обрабатыв-ой пов-ти в процессе обраб-ки затруднительно из-за специфики обработки.
Инструмент(ХОН) совершает сложное движение относит-но обраб-ой пов-ти. (вращательное и возвратно-поступательное) Положение ХОНа относит-но оси обраб-ой пов-ти может меняться во время обработки.
В отверстии всегда присутствует смазочно-охлаждающая жидкость (СОЖ), имеющая высокую проникающую способность (керосин).
Контрольное приспособление,кот. исп-ся при хонинговании для активного контроля, как правило осущ-ют косвенный контроль обрабат-ой пов-ти.
Контроль может вестись :
1)по положению разжимного конуса хонинговальной головки
2) по времени обработки
3) по числу двойных ходов
Прямой метод реализ-ся реже и чаще всего применением пневмат-их калибров пробок встраеваемых в хонинговальную головку.
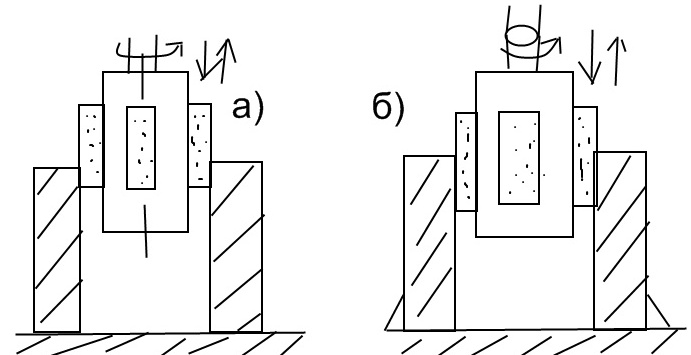
А) Хонингование жестким ходом.
Ось перемещ-ия инструм-та постоянна, деталь устан-ся по инструм-ту.
Б) Хонингование плавающим ходом.
Ось инструм-та за счет шарнира может менять свое положение и инструмент может устанавливаться по неподвижной детали.
Прямой ход чаще реализ-ся при обработке отверстий диаметром более 50 мм жестким ходом.
Чаще всего косвенные методы реализ-ся путем контроля времени обработки или числа двойных ходов. Это позволяет исп-ть простейшие счетчики или времязадающие элементы не усложняя конструкцию самого инструмента, но в то же время требует проведения дополнительных работ с целью установить значения контролируемых параметров.