

Заточка задней поверхности на угол 14˚. Операция 035, установ б,
переход 1.
Необходимо расчитать смещение:
H = Dзаг./2*sin(α) = 4*sin(14) = 4*0,14 = 0,96 мм;
Для выбраного шлифовального круга оптимальной является скорость резания – 30 м/с.
Для обеспечения такой скорости резания необходимое количество оборотов вращения шпинделя:
Необходимое количество оборотов:
n = 1000*V/(3,14*d) = 1000*30*60/(3,14*80) = 7165,6 Об/мин;
Из таблицы частот вращения шпинделя станка выбираем максимальную n = 7000 Об/мин.
Реальная скорость резания будет:
V = n*D*3,14/1000 = 3,14*80*7000/60000 = 29,3 м/с;
to = L/Vs;
Vs2 = V*S = 29,3*100/60 = 48,84 (мм/мин)2;
Vs = sqrt(48,84) = 6,99 мм/мин;
L = 22 + 1,5 (врезание) + 1,5 (перебег) = 25 мм;
to = 25/6,99 = 3,58 мин;
St = 3*to = 3*3,58 = 10,74 мин.
Cотс, применяемые при изготовлении фрезы.
Будем применять 5% эмульсию Castrol Clearedge LXE.
Эмульсия Clearedge LXE применяется для точения, фрезерования, сверления и шлифования стали, легированной стали и серого чугуна.
Расчёт приспособлений.
5.1. Приспособление для контроля угла подъёма канавки.
Приспособление – контрольно-измерительное, механизированное. Фреза устанавливается в центры – жёсткий и плавающий.
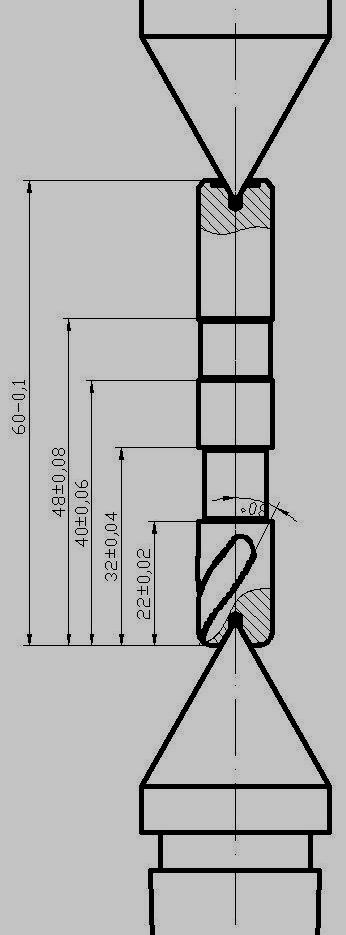
Соответственно, возникают погрешности установки в центрах:
ɛ60 = δ = 0,1 мм;
ɛ12 = δ + δц; δц = 0,14 мм;
ɛ12 = 0,04 + 0,14 = 0,18 мм;
ɛ22 = δу = 0,12 мм;
ɛ40 = δу = 0,12 мм;
ɛ48 = δу = 0,12 мм;
ɛ32 = 0 мм;
Центровые отверстия в технологии изготовления фрезы делаются на разных установах, поэтому возникнет и погрешность эксцентриситета:
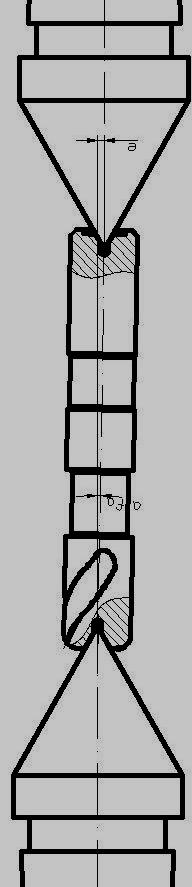
Известно, что при несоосности центров в 1 мм, длин образующей в 5 мм и длине 200 мм, осевое смещение y будет 0,05 мм.
Примем несоосность e = 0,3 мм, посчитаем угол наклона оси фрезы:
sin(α) = e/2 = 0,15;
α = arcsin(0,15) = 8,7`;
y = 0,05/3,33/3,33 = 0,005 мм;
Приспособление для контроля переднего и заднего углов.
Посчитаем общую погрешность данного приспособления:
ɛпр. = (3ɛизг.2 + ɛуст2)1/2;
ɛуст. = 10...20 = 20 мкм;
ɛизг. = (ɛх.2 + ɛy.2)1/2 = ( 1002 + 1602)1/2 = 189 мкм;
ɛпр. = (3*(20)2 + 1892)1/2 = (1200 + 35600)1/2 = 192 мкм = 0,192 мм;