

Cнятие фаски. Операция 010, установ а, переход 4.
Назначим подачу So = 0,1 мм/об. Для операции с такой подачей из рекомендации компании «Sandvik Coromant» возьмём скорость резания V = 145 м/мин.
Необходимое количество оборотов:
n = 1000*V/(3,14*d) = 1000*145/(3,14*8,4) = 5497,42 Об/мин;
Из таблицы частот вращения шпинделя станка выбираем максимальную n = 1600 Об/мин.
Реальная скорость резания будет:
V = n*D*3,14/1000 = 3,14*8,4*1600/1000 = 42,2 м/мин;
Vs = So*n = 0,1*1600 = 160 мм/мин;
L = ls = lп. + lз. + lвр. = 2 + 1,2 + 1,2 = 4,4 мм;
lп. = 2 мм – путь подвода инструмента;
lвр. = t/tg(45) = 1,2/1 = 1,2 мм;
to = L/Vs = 4,4/160 = 0,03 мин;
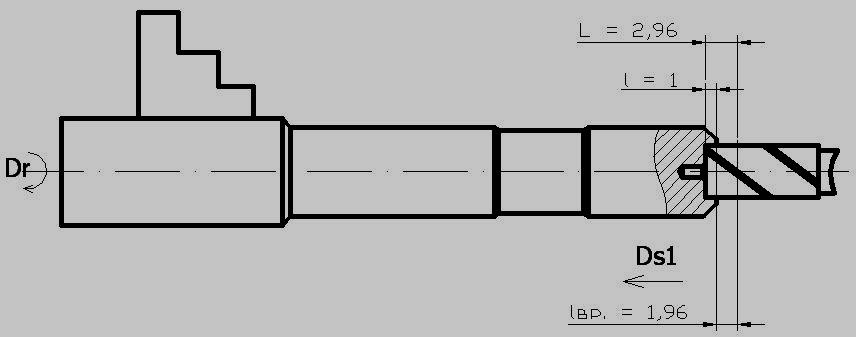
Цекование отверстия d = 4,9 мм. Операция 010, установ А, переход 5.
Подача – ручная. Для расчёта примем равной 0,05 мм/об.
Для рационализации производства, оставим частоту n = 1600 об/мин.
Реальная скорость резания будет:
V = n*D*3,14/1000 = 3,14*4,9*1600/1000 = 24,6 м/мин;
Расчитываем основное технологическое время операции:
to = L/(nст.*So ст.);
L = lo + lвр.;
lвр. = 0,4*d = 0,4*4,9 = 1,96 мм;
L = ls = 1 + 1,96 = 2,96 мм.
to = L/(nст.*So ст.) = 2,96/(1600*0,05) = 0,04 мин.
Схема резания:
Точение вала. Операция 010, установ б, переход 3.
Назначим для прохода продольную подачу – So = 0,1 мм/об.
Для чернового прохода с такой подачей из рекомендации компании «Sandvik Coromant» возьмём скорость резания V = 145 м/мин.
Необходимое количество оборотов:
n = 1000*V/(3,14*d) = 1000*145/(3,14*10) = 4617,83 Об/мин;
Из таблицы частот вращения шпинделя станка выбираем максимальную n = 1600 Об/мин.
Реальная скорость резания будет:
V = n*D*3,14/1000 = 3,14*10*1600/1000 = 50,24 м/мин;
Vs = So*n = 0,1*1600 = 160 мм/мин;
L = ls = lп. + lз. + lвр. = 2 + 20 + 0,8 = 22,8 мм;
lп. = 2 мм – путь подвода инструмента;
lвр. = t/tg(45) = 0,8/1 = 0,8 мм;
to = L/Vs = 22,8/160 = 0,14 мин;
Точение канавки. Операция 010, установ б, переход 4.
Продольная подача –
Назначим подачу So = 0,1 мм/об.
По рекомендациям компании «Sandvik Coromant», для сплава 4235 при такой подаче оптимальной является скорость резания – V = 145 м/мин.
Необходимое количество оборотов:
n = 1000*V/(3,14*d) = 1000*145/(3,14*8,4) = 5497,42 Об/мин;
Из таблицы частот вращения шпинделя станка выбираем максимальную n = 1600 Об/мин.
Реальная скорость резания будет:
V = n*D*3,14/1000 = 3,14*8,4*1600/1000 = 42,2 м/мин;
Vs = So*n = 0,1*1600 = 160 мм/мин;
L = 9,6 мм;
to = L/Vs = 9,6/160 = 0,06 мин;
Фасонное точение закругления r2. Операция 010, установ б,
переход 5.
Фасонный резец изготавливается из быстрорежущей стали, а следовательно – имеет более низкую красностойкость. Назначим скорость резания в 40 м/мин.
Необходимое количество оборотов:
n = 1000*V/(3,14*d) = 1000*40/(3,14*8,4) = 1516,53 Об/мин;
Из таблицы частот вращения шпинделя станка выбираем n = 1250 Об/мин.
Реальная скорость резания будет:
V = n*D*3,14/1000 = 3,14*8,4*1250/1000 = 31,94 м/мин;
Поперечную подачу назначим 0,2 мм/об.
Vs = So*n = 0,2*1250 = 250 мм/мин;
L = ls = lп. + lз. + lвр. = 2 + 2,2 + 0,5 = 4,7 мм;
lп. = 2 мм – путь подвода инструмента;
to = L/Vs = 4,7/250 = 0,02 мин;