

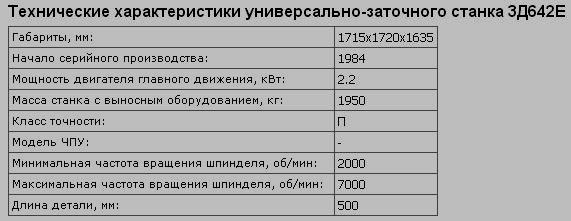
Универсально-заточной станок 3д642е.
Технология изготовления концевой фрезы с закруглением.
Расчёт заготовки.
Рассчитаем заготовку и назначим припуски для изготовления концевой фрезы
d = 8 мм. Фреза изготавливается из быстрорежущей стали Р6М5. Общая длина фрезы составляет 60 мм, длина рабочей части – 16 мм.
Назначим припуск на диаметр заготовок и выберем пруток. Расчёт суммарного припуска на диаметр ведётся по формуле:
Z = Rz + h + sqrt(∆^2 + ε^2);
Rz – шероховатость проката, мкм;
h – глубина дефектного поверхностного слоя, мкм;
∆ - суммарное отклонение взаимосвязаных поверхностей, мкм;
ε – погрешность установки заготовки на станке при выполняемом переходе, мкм;
Рассчитаем припуск на заготовку из Стали Р6М5:
Пруток выбирается из сортамента, представленого в ГОСТ 19265-73. Прутки по этому стандарту выпускаются трёх классов точности: А, Б и В. Выберем пруток класса точности Б, для которого согласно ГОСТ 14955-77 задано
Ra = 0,63 мкм. Т.к. Rz = 4*Ra, то значение для заготовки из Стали Р6М5:
Rz = 2,52 мкм.
Т.к. пруток ещё не обрабатывался, то под глубиной дефектного слоя понимаем глубину обезуглероженого слоя. Глубина дефектного слоя для прутков менее 60 мм в диаметре обычно принимается 0,3...1мм. Примем
h = 1 мм = 1000 мкм.
Согласно ГОСТ 2590-88, для прутка с диаметром в районе 8 мм, изготовленого по классу точности Б, суммарное отклонение взаимосвязаных повернхностей составляет:
∆ = 0,1 – (-0,5) = 0,6 мм = 600 мкм.
Обратившись к «Справочнику машиностроителя» («Машгиз», Москва, 1956, том 5) назначим остальные параметры:
Погрешность установки слагается из погрешности базирования и погрешности зажима. Для зажима в трёхкулачковом самоцентрирующемся патроне и центре, погрешность базирования – εб = 55 мкм.
Погрешность закрепления в трёхкулачковом патроне в радиальном направлении - εз = 300 мкм.
ε = εб + εз = 55 + 300 = 355 мкм;
Таким образом – Z = 2,52 + 1000 + sqrt(600^2 + 355^2) = 1002,52 + 697,15 =
1699,67 мкм.
Припуск на чистовую токарную обработку -
Шероховатось после черновой токарной обработки:
Ra = 1,0 мкм. Т.к. Rz = 4*Ra, то значение для заготовки из Стали Р6М5:
Rz = 4,0 мкм.
Глубина дефектного слоя для прутков менее 60 мм в диаметре обычно принимается 0,3...1мм.
Примем
h = 0,3 мм = 300 мкм.
Суммарное отклонение взаимосвязаных поверхностей после черновой обработки составляет:
∆ = 0,070 мм = 70 мкм.
Обратившись к «Справочнику машиностроителя» («Машгиз», Москва, 1956, том 5) назначим остальные параметры:
Погрешность установки слагается из погрешности базирования и погрешности зажима. Для зажима в трёхкулачковом самоцентрирующемся патроне и центре, погрешность базирования – εб = 55 мкм.
Погрешность закрепления в трёхкулачковом патроне в радиальном направлении - εз = 300 мкм.
ε = εб + εз = 55 + 300 = 355 мкм;
Таким образом – Z2 = 4 + 300 + sqrt(70^2 + 355^2) = 304 + 361,83 =
665,83 мкм.
Назначим припуск на черновое шлифование:
Шероховатось после чистовой токарной обработки:
Ra = 0,80 мкм. Т.к. Rz = 4*Ra, то значение для заготовки из Стали Р18:
Rz = 3,20 мкм.
Глубина дефектного слоя для прутков менее 60 мм в диаметре обычно принимается 0,3...1мм.
Примем
h = 0,3 мм = 300 мкм.
Суммарное отклонение взаимосвязаных поверхностей после чистовой токарной обработки составляет:
∆ = 0,018 мм = 18 мкм.
Обратившись к «Справочнику машиностроителя» («Машгиз», Москва, 1956, том 5) назначим остальные параметры:
Погрешность установки слагается из погрешности базирования и погрешности зажима. Для шлифования погрешность базирования – εб = ∆D/2 = 18/2 = 9 мкм.
Погрешность зажима при шлифовании - εз = 50 мкм.
ε = εб + εз = 50 + 9 = 59 мкм;
Таким образом – Z3 = 3,20 + 300 + sqrt(18^2 + 59^2) = 303,20 + 61,68 =
364,88 мкм.
Назначим припуск на чистовое шлифование:
Шероховатось после черновой токарной обработки:
Ra = 0,70 мкм. Т.к. Rz = 4*Ra, то значение для заготовки из Стали 40Х:
Rz = 2,80 мкм.
Глубина дефектного слоя для прутков менее 60 мм в диаметре обычно принимается 0,3...1мм.
Примем
h = 0,3 мм = 300 мкм.
Суммарное отклонение взаимосвязаных поверхностей после чистовой токарной обработки составляет:
∆ = 0,011 мм = 11 мкм.
Обратившись к «Справочнику машиностроителя» («Машгиз», Москва, 1956, том 5) назначим остальные параметры:
Погрешность установки слагается из погрешности базирования и погрешности зажима. Для чистового шлифования погрешность установки примем равной нулю.
Таким образом – Z4 = 2,80 + 300 + sqrt(11^2) = 302,80 + 11 =
313,80 мкм.
Диаметр заготовки должен быть не меньше:
dз = d + 2*Z1 + 2*Z2 + 2*Z3 + 2*Z4 = 8 + 2*1,700 + 2*0,665 + 2*0,365 + 2*0,314 = 8 + 3,400 + 1,330 + 0,730 + 0,628 = 14,088 мм.
Должны выбрать пруток, диаметром d = 14 мм.
Но, исходя из производственного опыта и реалий производства выбираем пруток d = 10 мм, припуск на шлифование оставим t = 0,2 мм.