Общие сведения о детали.
Деталь «Рамка» изготавливается на предприятии ОАО ЗЭМ РКК «Энергия» из материала АМг6, и применяется в космическом летательном аппарате под кодовым названием 11Ф615. Заготовка под эту деталь вырезается методом гидроабразивной обработки с припусками под дальнейшую фрезерную обработку. Под одну из таких операций мы и спроектируем специальный инструмент – фрезу концевую цельную d = 8мм с закруглением R = 2 мм из быстрорежущей стали Р6М5.
Характеристики обрабатываемого материала.
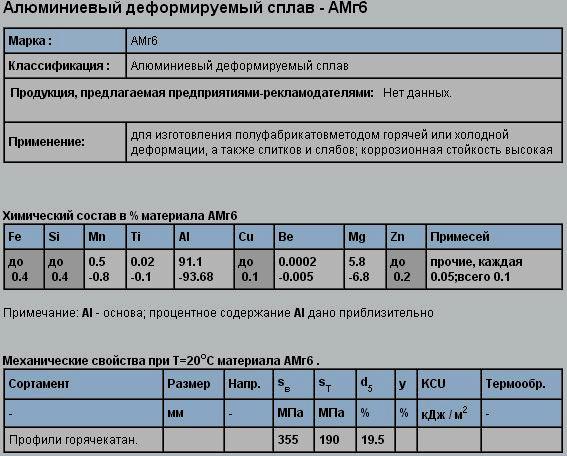
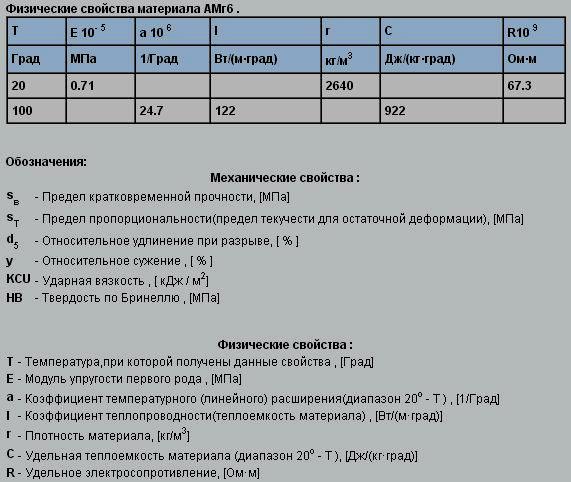
Материал детали «Рамка» - аМг6.
Сплав АМг6 - относится к системе Al - Mg - Mn. Он имеет высокие пластические характеристики, как при комнатной, так и при повышенных температурах, и обладает высокой коррозионной стойкостью в различных средах, в том числе и в морской воде. Это, а также хорошая свариваемость сплава предопределяет широкое применение его в судостроении. Несмотря на довольно значительное увеличение растворимости магния в алюминии при повышении температуры, упрочнение при закалке сплава АМг6 весьма незначительно, поэтому сплав АМг6 как и другие сплавы группы магния (АМг2, АМг3,5) относятся к термически не упрочняемым. Полуфабрикаты из сплава АМг6 поставляются обычно в отожженном состоянии. Отжиг производится при сравнительно невысоких температурах (310-335 ° C) с охлаждением на воздухе. При более высоких температурах отжига повышается склонность к коррозии, поэтому для полуфабрикатов низкотемпературный отжиг имеет особое значение. Марганец несмотря на довольно узкий диапазон содержания в сплаве существенно влияет на его механические свойства. Так при содержании Mn на верхнем пределе (0,8%) при прочих равных условиях прочностные свойства на 2-3 кг/мм 2 выше, чем при содержании М n на нижнем пределе (5%). Значительное упрочнение профилей из сплава АМг6 может быть достигнуто в результате холодной деформации. Так правка растяжением в пределах применяемых на практике степени деформации (2-3%) не оказывая заметного влияния на предел прочности профилей из сплава АМг6, значительно повышает предел их текучести. Относительное удлинение при этом понижается менее интенсивно, чем у других сплавов. Следует отметить, что такой характер изменения механических свойств профилей из сплава АМг6 при правке растяжением наблюдается независимо от условий отжига, предшествовавшего правке.
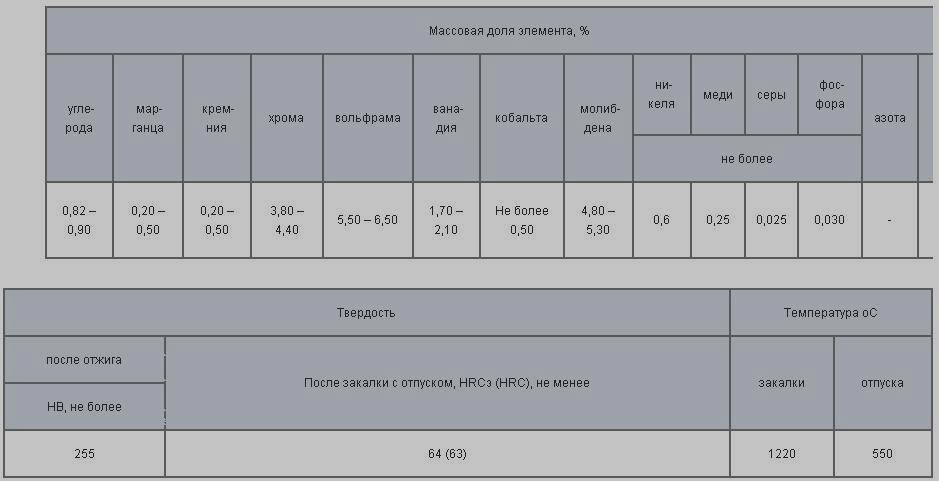
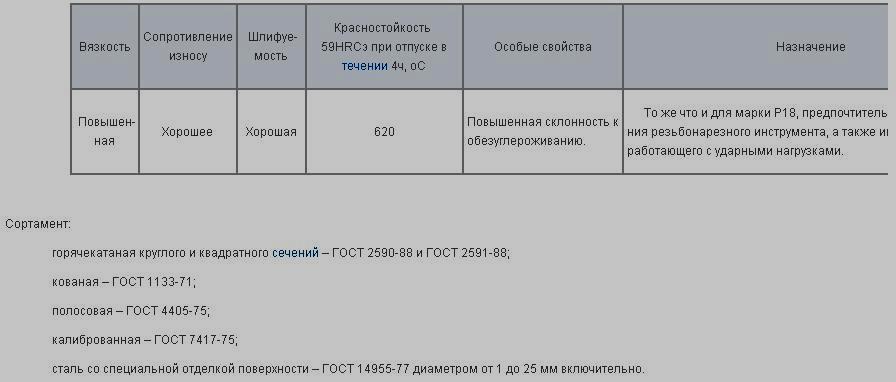
Материал изготавливаемой фрезы – р6м5.
Оборудование, применяемое в технологии изготовления данной фрезы.
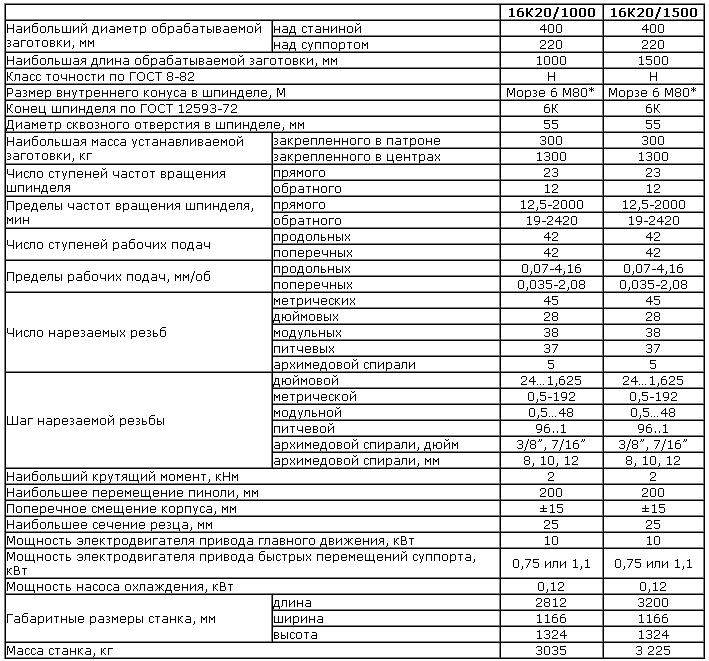
Токарно-винторезный станок 16к20.
Предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм - 16 мк. Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49...57. Токарный станок 16К20 относится к универсальному металлорежущему оборудованию. 16К20 позволяет добиваться высокой точности при обработке металлических изделий. Благодаря жёсткости кинематической цепи коробки передач, режимы которой можно переключать дистанционно при помощи двух электромагнитных муфт, не прекращая работу станка, происходит качественная обработка металла. При работе с различными материалами на станке 16К20 возможно использование широкого диапазона частот вращения шпинделя и подач. Кроме того, станок 16К20 обладает такими практически полезными качествами, как виброустойчивость, температурная стабильность и жесткость конструкции. Станок 16К20 управляется вручную. Жесткий микрометрический упор продольного хода позволяет очень точно вытачивать на нем даже самые сложные детали.