

3.1. Начальные данные:
Резьба: М16x2-7h(7H),
Материал заготовки: Сталь 15ХГ,
3.2. Материал метчика
Обработка материала Сталь 15ХГ может проводиться легированной инструментальной и быстрорежущей сталью.
Метчики изготавливаются из стали Р18, Р9, Р6М5 или ХГ, ХГС и предназначены для резьб: метрических — до М52, заданная резьба – М16 (стр. 421, [4])
Принимаем для обработки данной заготовки, из материала Сталь 15ХГ, быстрорежущую сталь Р18. Легированная сталь имеет меньшую износоустойчивость по сравнению с быстрорежущей сталью, что есть крайне важно в условиях работы в серийном, крупносерийном производстве.
3.3. Расчет метчика
Начальные даны для расчета:
D=16мм,
Р=2мм,
TD=0,019мм.
Определение параметров внутренней резьбы детали(стр. 144, [3]):
D2=D-2+0,701,
D1=D-3+0,835,
D2= 16-2+0,701=14,701мм,
D1= 16-3+0,835=13,835мм.
Угол профиля метрической резьбы:
=60
Тип метчика: Машинно-ручной для нарезания метрической резьбы, одинарные и в комплекте из 2х штук, для сквозных и глухих отверстий.
Окончательное значение количества метчиков в комплекте принимается после проверки условия (стр. 436, [4]):
MрМкр, где:
Mр – крутящий момент резьбонарезания,
Мкр – критический крутящий момент.
Крутящий момент резьбонарезания(стр. 17, [5]):
Мр=Cm*Dqm*Pym*K΄m*Kз, где:
Cm=0,27 – коэффициент и показатели степени, учитывающие материал заготовки и рабочей части метчика,
qm=1,4 – коэффициент и показатели степени, учитывающие материал заготовки и рабочей части метчика,
ym=1,5 – коэффициент и показатели степени, учитывающие материал заготовки и рабочей части метчика,
K΄m=0,8 – коэффициент, учитывающий тип метчика и обрабатываемый материал,
Kз=2,5 –коэффициент, учитывающий влияние затупления метчика, тогда:
Мр= 0,27·161,4·21,5·0,8·2,5=74,08 Нм.
Критический крутящий момент, допускаемый прочностью метчика(стр. 17, табл. 1.5, [5]):
Mкр=104 Нм,
тогда:
74104
MрМкр,
условие соблюдается, следовательно обработка проводится один инструментом.
Число перьев (стр. 21, табл. 1.10, [5]):
Z=3.
Длина режущей части (стр. 21, табл. 1.9, [5]):
L1=(68)P,
L1=7·2=14мм.
Диаметр переднего торца метчика (стр. 20, [5]):
Dt=D1-(0,10,15),
Dt= 13,835-0,1=13,735мм.
Главный угол в плане (стр. 18, [5]):
=arctg[(D-Dt)/2L1],
=arctg[(16-13,735)/2·14]=4,62.
Толщина срезаемой стружки (стр. 18, [5]):
Az=(P/Z) ·sin,
Az=(2/3) ·sin4,62=0,05мм.
Длина калибрующей части (стр. 22, табл. 1.11, [5]):
L2=16мм.
Резьбу калибрующей части выполняют с обратной конусностью (уменьшение диаметров D, D1, D2 в направлении к хвостовику) в пределах (0,040,08)мм на 100мм. Принимаем значение 0,05мм.
Диаметр сердцевины и ширины пера (стр. 22, табл. 1.12, [5]):
dС=(0,38–0,40)d,
b=(0,30–0,32)d,
dС=0,4·16=6,4мм,
b=0,32·16=5мм.
Передний угол при вершине (стр. 27, табл. 1.14, [5]):
=10
Задний угол (стр. 27, табл. 1.14, [5]):
=5
Принимаем 2х радиусный профиль стружечных канавок:
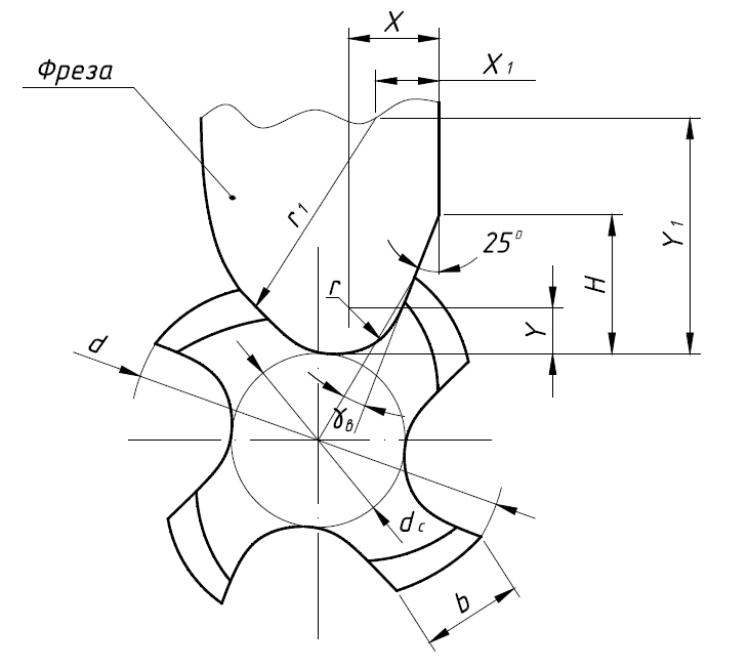
Рисунок 11- Профиль стружечных канавок метчика и зубьев фасонной фрез
Размеры профиля стружечных канавок (стр. 23, табл. 1.13, [5]):
dC=9,0,
z=4,
x=4,32,
y=2,0,
r=2,0,
H=6,53,
X1=3,1,
Y1=10,4,
r1=10,5.
Величина угла скоса определяется по формуле (стр. 25, [5]):
=arctg (H/(L1+P)), где:
Н = (0,5 – 0,7)· b – высота скоса, тогда:
Н = 0,5·4,8=2,4мм,
= arctg (2,4/(14+2))=8,53.
Величина падения затылка определяется (стр. 27, [5]):
K = (π ·D/Z) ·tgα,
K = (3,14·16/3) ·tg5=1,46мм.
Метчики диаметром D = 3 ÷ 52 мм затылуются (шлифуются) по всему профилю зубьев режущей и калибрующей частей на величину K1 = 0,01– 0,1 мм т. е. затылуются «наостро». При этом образуются задние углы и на боковых сторонах зубьев. Это приводит к резкому уменьшению налипания металла на боковые стороны зубьев метчика, снижению силы трения и уменьшению крутящего момента.
Принимаем:
K1 = 0,05мм.
Класс точности метчика – 4 (стр. 30, табл. 1.15, [5]).
Поле допуска на средний диаметр резьбы гайки степени точности 7H по ГОСТ 16093–2004:
TD2(7)=0,265мм.
Допуск на средний диаметр резьбы метчика (стр. 30, [5]):
TD2 = 0,2·TD2(7),
TD2 = 0,2·0,265=0,053мм.
Нижнее отклонение на D2 согласно 4 классу точности (стр. 33, табл. 1.18, [5]):
eiD2 = +0,7 TD2(7),
eiD2 = 0,7·0,265=0,1855мм.
Средний диаметр резьбы метчика (стр. 30, [5]):
D2 = (D2+ eiD2+ TD2 ) - TD ,
D2 = (14,701+0,1855+0,053)-0,053=14,8865мм.
Верхнее отклонение (стр. 33, [5]):
esD2 = eiD2 + TD2,
esD2 = 0,1855+0,053=0,2385мм.
Гарантированный запас на износ по среднему диаметру (стр. 34, [5]):
∆2 = esD2 – eiD2 ,
∆2 = 0,2385-0,1855=0,053мм.
Разбивка резьбы (стр. 34, [5]):
δ2 = D2max – esD2, где:
D2max= D2+ESD2 – максимальное значение среднего диаметра, тогда:
D2max =14,701+0,265=14,966мм,
δ2 = 14,966-0,2385=14,7275мм.
Нижнее отклонение наружного диаметра резьбы метчика (стр. 35, [5]):
eiD = 0,4·TD2(7),
eiD=0,4·0,265=0,106мм.
Допуск на наружный диаметр резьбы метчика (стр. 35, [5]):
TD = 0,3· TD,
TD =0,3·0,018=0,0054мм.
Наружный диаметр резьбы метчика (стр. 35, [5]):
d = (D + eiD + TD ) – TD,
d = (16+0,106+0,0054)-0,0054=16,106мм.
Внутренним диаметром метчик не должен срезать стружку, и поэтому верхнее отклонение esD1 < 0. Нижнее отклонение eiD1 не устанавливается, поэтому:
D1 max = D1=13,835мм.
Отклонение на угол профиля резьбы назначают с учетом обеспечения симметричности профиля (допуск назначают на половину угла α/2. При шаге резьбы 0,25–5,0 мм допуск на половину угла Tα/2 = ± (40…15)´ для метчиков класса точности 1, 2, 3 и Тα/2 = ± (80…20)´ для метчиков класса точности 4.
Для нешлифованных метчиков четвертого класса точности предельные отклонения по шагу равны ± 0,05 мм для всего диапазона диаметров и шагов.
Наружный диаметр (стр. 36, табл. 1.20, [5]):
D= 16,106+0,173+0,068.
Средний диаметр (стр. 36, табл. 1.20, [5]):
D2= 14,8865+0,119+0,051.
Внутренний диаметр (стр. 36, табл. 1.20, [5]):
D1= 13,835-0,1100.
Шаг резьбы (стр. 36, табл. 1.20, [5]):
P=20,050мм.
Предельные отклонения половины угла профиля (стр. 36, табл. 1.20, [5]):
α/2=25΄.

Рисунок 12 - Схема к определению передних и задних углов в нормальных сечениях на боковых и вершинных режущих кромках заборного конуса метчика.
Диаметр хвостовика (стр. 40, табл. 1.22, [5]):
D3=12мм.
Размеры квадрата (стр. 40, [5]):
a= 10мм.
Быстрорежущие машинно-ручные метчики с диаметром D > 12 мм и гаечные диаметром D ≥ 10 мм делаются сварными. Сварной шов располагается на расстоянии LC от переднего торца:
LC = L1 + L2 + 20 ,
LC = 16+14+20=50мм.
Длина машинно-ручных метчиков L в соответствии с ГОСТ 3266–81:
L=102мм.
Длина цапфы (стр. 40, [5]):
LЦ=14мм.
Ширина канавки для выхода шлифовального круга (стр. 40, [5]):
LК=0.
Глубина отверстия (стр. 40, [5]):
L1=0.
Длина выхода калибрующей части метчика из отверстия (стр. 40, [5]):
LВ=6мм.
Длина резьбы с полным профилем в заготовке (стр. 40, [5]):
LР =16мм.
Расстояние от торца патрона до заготовки (стр. 40, [5]):
LТ=10мм.
Длина хвостовика, находящаяся в патроне или в цанге (стр. 40, [5]):
LХп=29мм.
Длина машинно-ручных метчиков L расчетная (стр. 40, [5]):
L = LЦ+ LК+ L1+LВ+LР+LТ+LХn,
L = 14+6+16+10+29=75мм.
Если расстояние L меньше выбранного по ГОСТ, то принимаем гостовское значение. Принимаем:
L=102мм.

Рисунок 13 - Схемы к расчету длины метчика при нарезании резьбы в сквозном отверстии
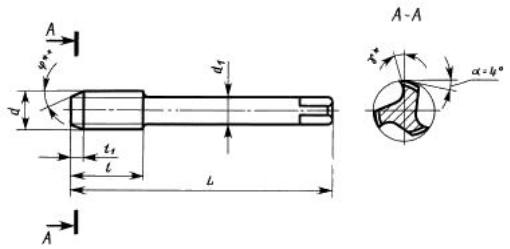
Рисунок 14 - Геометрические размеры метчика

Рисунок 15 – Исполнение хвостовика для диаметра метчика больше 5мм
L=102мм , l=32мм,
t1=12мм , =6,
l3=20мм , d1=12,5мм,
R=6мм , d3=11мм.