

Общие принципы установления оптимального шлакового режима плавки
Основными параметрами, определяющими шлаковый режим плавки, являются основность и количество шлака. Оптимальный шлаковый режим достигается одновременным изменением и химического состава (основности), и количества шлака. Если по условиям ведения плавки (высокое качество исходного сырья, умеренные требования к качеству стали и т.п.) нет необходимости в специальных мерах для удаления из металла серы или фосфора, то основность шлака должна обеспечивать предотвращение чрезмерного разрушающего действия шлака на футеровку агрегата. Для выполнения этого требования достаточно иметь основность конечного шлака 2,2-2,4. Если по ходу плавки требуется принятие специальных мер для удаления серы и фосфора, то основность шлака должна обеспечивать максимальное поглощение шлаком этих примесей. Этому требованию соответствуют конечные шлаки с основностью 2,7-3,3 в мартеновском процессе и 3,0—4,0 в кислородно-конвертерном процессе.
Если за счет повышения основности шлака не удается провести рафинирование металла, прибегают к увеличению его количества, путем «скачивания» отработанного шлака и «наведения» нового шлака. Поскольку наведение дополнительного шлака удлиняет плавку и ведет к дополнительным потерям металла, стараются вести процесс в одношлаковом режиме.
2 Основные реакции сталеплавильных процессов
Поскольку сталь получают обычно из чугуна и лома в результате окисления и удаления содержащихся в них примесей (кремния, марганца, фосфора и др.), особое значение в сталеплавильной практике имеют реакции окисления. Кислород для протекания этих реакций поступает или из атмосферы, или из железной руды, или из других окислителей, или при продувке ванны газообразным кислородом.
2.1 Окисление углерода
Углерод в стали - это ее самая распространенная полезная примесь. Содержание углерода как полезной примеси в стали обычно изменяется от 0,05-0,10 до 1,0-1,2%.
Углерод в твердом железе способен образовать пересыщенный раствор, т.е. оставаться в растворе в количествах, значительно превышающих растворимость. В результате атомы углерода занимают некоторые узлы в кристаллической решетке железа (феррита), что вызывает ее искажение и приводит к возникновению в ней напряжений, способствующих повышению прочности и твердости железа.
Углерод, содержащийся в исходной металлошихте, в основном в чугуне, оказывает решающее положительное влияние на ход и результаты окислительного рафинирования металла в любом агрегате. Это связано прежде всего с тем, что в течение всего этого периода углерод окисляется.
Во-первых, при окислении углерода выделяются газы СО и СО2. Это газовыделение обеспечивает интенсивное перемешивание ванны (металла и шлака), без которого сталеплавильные процессы в существующих вариантах нереализуемы. Кроме того, пузыри СО, проходя через жидкий металл, способствуют удалению из него газов и неметаллических включений.
Во-вторых, процесс окисления углерода газообразным кислородом протекает с выделением тепла, которое используется для нагрева ванны.
В-третьих, реакция окисления углерода [C]+(FeO)={CO}+[Fe] защищает железо от чрезмерного окисления во время его окислительного рафинирования, т.е. способствует уменьшению неизбежных потерь железа из-за его окисления.
В-четвертых, содержание углерода в металле и непрерывное его окисление являются основными факторами, определяющими содержание кислорода в металле, от которого зависит содержание оксидных неметаллических включений в готовой стали, т.е. ее качество.
Поведение углерода
Окисление углерода в сталеплавильных процессах в основном (на 85-90 %) протекает до {СО}. Сопутствующая ей реакция окисления углерода с образованием СО2 имеет второстепенное значение. Содержание CO2 не превышает 10-15 %.
Возможные реакции окисления углерода, растворенного в металле:
[С] + 1/2О2 = СОгаз; ΔG° = -152570 - 33,8Т; - идет с выделением тепла.
[С ] + (FeO) = Fe + СОгаз; ΔG° = +85 373 – 83,8Т; - протекает с поглощением тепла.
[С] + [О] = СОгаз; ΔG° = —35 630—31 Т; - с выделением тепла.
Если проанализировать изменение величины ΔG° при изменении температуры, то окажется, что во всех случаях значение ΔG° с повышением температуры уменьшается, т. е. ее повышение благоприятствует протеканию реакции окисления углерода.
Константа равновесия реакции [С] + [О] = {СО} в общем случае определяется выражением Кс = Pco/(a[c]a[o]). При концентрациях углерода до 1%, а кислорода до 0,08% коэффициенты их активности примерно равны единице, поэтому Кс=Рсо/([С]·[О]).
Поскольку значение теплового эффекта реакции мало, им можно пренебречь. Тогда для любой температуры Рсо/([C]-[О])=const.
В конце сталеплавильного процесса при температуре 1600 0С для открытых агрегатов (Рсо= 1 кг/см2), можно считать, что Кс = 402, тогда
[C]∙[О]=Рсо/Кс=Рсо/402=0,0025Рсо=0,0025.
Это означает, что в рассматриваемых условиях равновесное остаточное содержание углерода в металле зависит только от концентрации кислорода, причем чтобы получить [С]min, необходимо обеспечить [О]max.
Теоретически возможное максимальное содержание кислорода (см. рисунок 3) при температурах конца сталеплавильных процессов [О]= 0,20-0,25%. Приняв среднее значение [О]= 0,23% и подставив его в уравнение, получим [С]min= 0,0025/0,23 = 0,01%, т. е. в открытом сталеплавильном агрегате невозможно получить содержание углерода < 0,01%.
В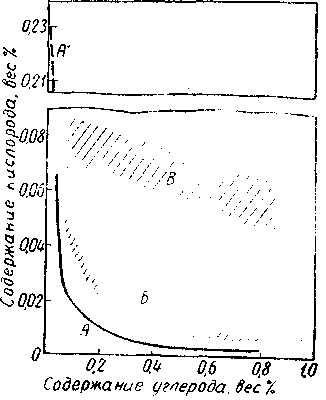 реальной сталеплавильной ванне в конце
плавки очень трудно получить шлак,
содержащий > 50% оксидов железа, поэтому
максимальное содержание кислорода в
металле составляет 0,10-0,12% и минимальное
остаточное содержание углерода не
бывает меньше 0,02%. Получение такого
низкого содержания углерода в металле
является нежелательным, так как приводит
к резкому снижению выхода годного ввиду
чрезмерного окисления железа и повышенному
износу футеровки агрегата.
реальной сталеплавильной ванне в конце
плавки очень трудно получить шлак,
содержащий > 50% оксидов железа, поэтому
максимальное содержание кислорода в
металле составляет 0,10-0,12% и минимальное
остаточное содержание углерода не
бывает меньше 0,02%. Получение такого
низкого содержания углерода в металле
является нежелательным, так как приводит
к резкому снижению выхода годного ввиду
чрезмерного окисления железа и повышенному
износу футеровки агрегата.
В
Рисунок 3 –
Взаимосвязь содержания кислорода и
углерода в стали: А — равновесное для
реакции обезуглероживания при 1600°
С; Б — фактическое в стали; В —
равновесное по отношению к сталеплавильным
шлакам
Общие принципы достижения заданного содержания углерода в готовой стали.
Неизбежное непрерывное окисление этой примеси в течение всего периода окислительного рафинирования.
Для достижения заданного содержания углерода в готовом металле необходимо иметь определенный запас углерода в исходной шихте (превышение исходного содержания над конечным) и рационально расходовать этот запас в период окислительного рафинирования.
Плавка должна быть проведена так, чтобы имеющийся запас углерода был израсходован точно в течение того времени, которое требуется для решения других задач, кроме окисления углерода: нагрева, дефосфорации и десульфурации металла и т.п.