

8.2 Классификация мнлз
В настоящее время в эксплуатации находится большое разнообразие установок непрерывной разливки стали. Все эти разновидности установок классифицируются по следующим признаками.
По типу заготовки МНЛЗ различаются на слябовые, блюмовые и сортовые. Заготовки, отливаемые на слябовых машинах, имеют форму поперечного сечения в виде прямоугольника с соотношением длинной стороны к короткой > 3 …4. На блюмовых и сортовых МНЛЗ отливают заготовки в виде круга, квадрата или прямоугольника с меньшим отношением сторон. Заготовки с размером стороны > 200мм обычно называются блюмами, с меньшим размером – сортовыми заготовками.
По принципу работы различают установки непрерывной разливки и полунепрерывного литья. На машинах непрерывной разливки слиток режется на заготовки мерной длины, что позволяет разливать плавки сериями методом плавки на плавку. При полунепреывной литье длина заготовки обусловлена конструктивными особенностями – ходом механизма вытягивания, который выбирается из соображения упрощения и удешевления машины в данных условиях производства.
По составу различают одно- и многоручьевые МНЛЗ. Увеличение производительности установки достигается разливкой металла из сталеразливочного ковша в несколько кристаллизаторов. Обычно сортовые машины образуются четырьмя – восемью ручьями, а слябовые – двумя. В последнее время изготавливаются слябовые машины с четырьмя ручьями.
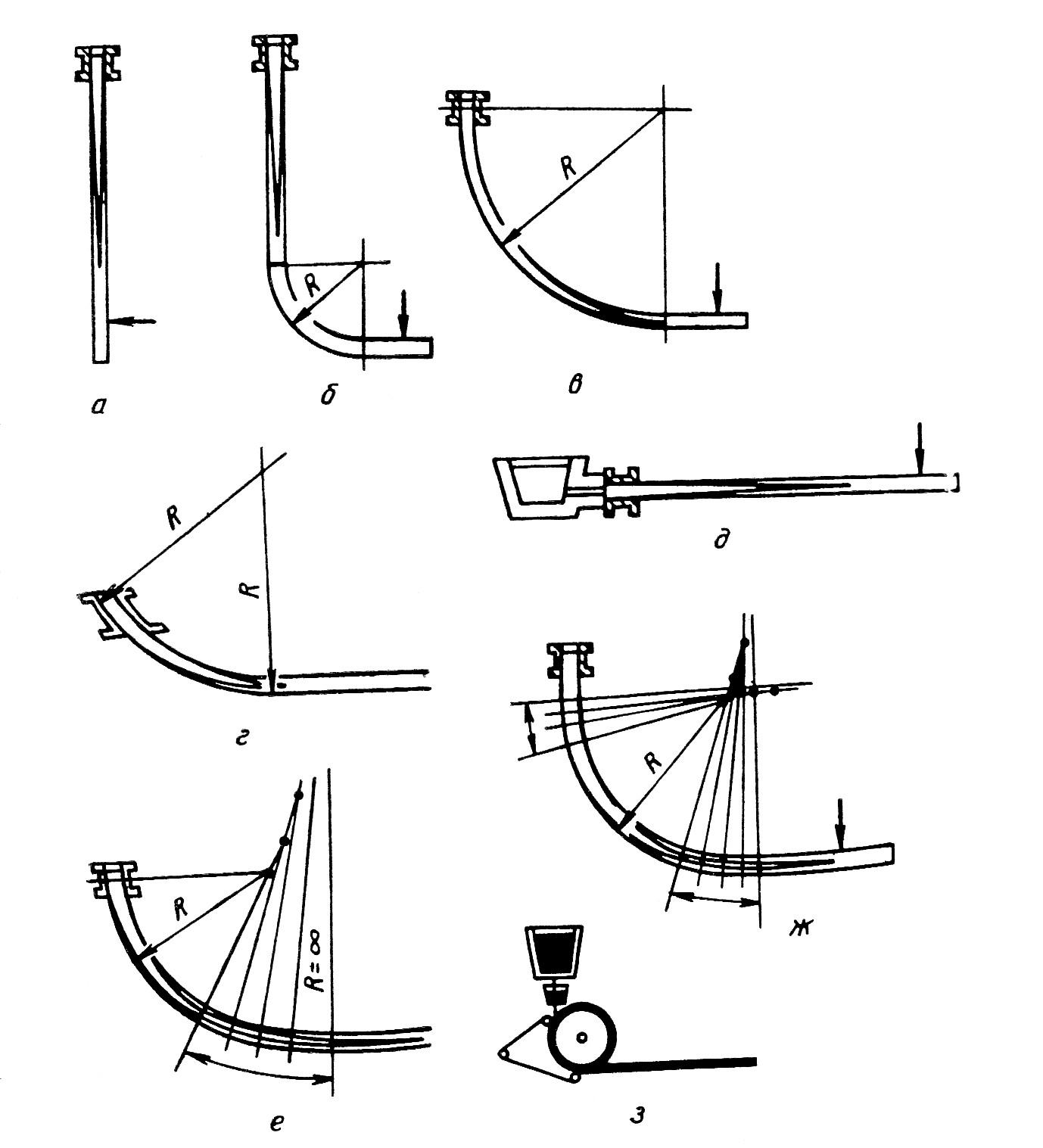
По характеру движения кристаллизатора различаются следующие типы МНЛЗ:
- с неподвижным кристаллизатором; к ним
относится горизонтальная МНЛЗ (см.
рисунок 26);
с неподвижным кристаллизатором; к ним
относится горизонтальная МНЛЗ (см.
рисунок 26);
- с возвратно-поступательным движением; кристаллизатор, определенный период движется одновременно со слитками или, опережая его, а затем возвращается в начальное положение; к этому типу машин относится основное количество установок непрерывной разливки стали;
- с кристаллизатором, двигающимся со скоростью слитка; это обеспечивает отсутствие скольжения оболочки слитка относительно кристаллизатора и, следовательно, трения между ними, что снижает вероятность разрыва оболочки при высоких скоростях разливки; к этому типу МНЛЗ относится так называемая роторная (валковая) МНЛЗ.
П
а - вертикальная;
б - вертикальная с изгибом;
в - радиальная; г
- наклонно-радиальная;
д – горизонтальная;
е – криволинейная с радиальным
кристаллизатором;
ж - то же, с
вертикальным кристаллизатором;
з – роторная
(валковая) МНЛЗ
Рисунок 26 –
Расположение технологических осей
МНЛЗ
Наибольшее распространение получили следующие виды МНЛЗ: вертикальные, криволинейные и радиальные, с изгибом слитка и горизонтальные.
Вертикальные МНЛЗ
Технологическая ось вертикальной МНЛЗ расположена вертикально. Разливка, кристаллизация и охлаждение НЛЗ проводится по стандартной технологии.
Основной недостаток вертикальных МНЛЗ - ограничение скорости разливки или сечения слитка а значит, и производительности установки. Поскольку затвердение должно закончиться до входа слитка в тянущую клеть и зону резки, то увеличение глубины лунки жидкого металла при повышении скорости (или сечения) ведет к необходимости повышать металлургическую длину МНЛЗ — большая высота.
Современные машины вертикального типа достигают высоты 40—43 м. Их сооружение требует или большого заглубления — до 25—27 м ниже уровня пола цеха, или строительства высоких зданий. И в том и в другом случае с увеличением высоты установки резко возрастают капитальные затраты, усложняются их эксплуатация и технологический процесс разливки.
Опыт эксплуатации вертикальных МНЛЗ показывает, что их целесообразно применять при металлургической длине установки, не превышающей 12 … 14 м. Это, в свою очередь, означает, что на машинах вертикального типа нельзя разливать плавки с большегрузных агрегатов, например конвертеров садкой 300—400 т. Размеры слитков, отливаемых на вертикальных МНЛЗ, колеблются от 50x50 до 300x1850 мм2. Выход годных слитков достигает 95—98 % от жидкого металла.
Стремление снизить высоту привело к созданию машин с расположением технологических узлов по криволинейной оси.
Криволинейные и радиальные МНЛЗ
В машинах этого типа в радиальном кристаллизаторе формируется изогнутый по определенному радиусу слиток. Важнейшим конструктивным параметром радиальной установки является радиус технологической оси. Его величина определяется так, чтобы обеспечить длину пути, достаточную для полного затвердевания слитка к моменту разгибания при заданной линейной скорости вытягивания, и не превысить допустимую степень деформации при разгибании, что могло бы привести к образованию трещин и разрывов на слитке.
Чтобы при последующем разгибании в слитке не образовывались трещины, радиус изгиба должен быть более чем в 25-раз больше толщины слитка. Обычно радиус изгиба выбирают в соответствии с соотношением R = (30-40) а, где а — толщина слитка, м.
В радиальных МНЛЗ на выходе из кристаллизатора слиток движется по дуге с постоянным радиусом. После прохождения нижней точки дуги полностью затвердевший слиток разгибают, переводя его в горизонтальное положение.
В криволинейных машинах слиток вначале движется по дуге, определяемой радиусом кривизны кристаллизатора, а затем еще в зоне вторичного охлаждения радиус кривизны дуги увеличивается, т. е. происходит постепенное разгибание слитка с жидкой сердцевиной с последующим переводом в горизонтальное положение. Рассредоточение деформации имеет целью снизить возникающие при этом в корке слитка напряжения и вероятность возникновения трещин.
Основные преимущества этих машин по сравнению с вертикальными: меньшая высота, что снижает стоимость сооружения МНЛЗ и здания цеха; возможность повышения скорости разливки, поскольку газорезку можно установить далеко от кристаллизатора и благодаря этому допустимо существенное увеличение глубины лунки жидкого металла в слитке; возможность резки слитка на куски большой длины.
По этим причинам в последние голы почти отказались от сооружения вертикальных МНЛЗ и строят преимущественно криволинейные и радиальные.
МНЛЗ с изгибом слитка
С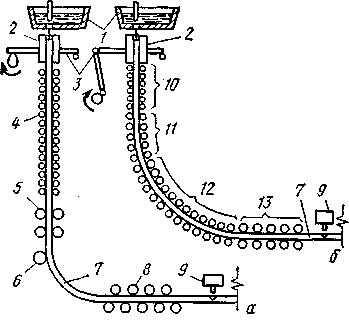 уществуют
машины этого типа двух разновидностей.
Машины первой разновидности (см. рисунок
27, а) имеют вертикальный кристаллизатор
и систему вторичного охлаждения с
расположенной за ней тянущей клетью,
которые не отличаются от аналогичных
устройств машин вертикального типа.
Далее движущийся слиток изгибают,
переводя в горизонтальное положение.
Затем слиток поступает в выпрямляющие
валки, за которыми располагают газорезку.
Подобные машины применяют при отливке
слитков небольшой толщины (<150 мм),
поскольку при большей толщине из-за
необходимости иметь большой радиус
изгиба не достигается заметного снижения
высоты по сравнению с вертикальной
МНЛЗ.
уществуют
машины этого типа двух разновидностей.
Машины первой разновидности (см. рисунок
27, а) имеют вертикальный кристаллизатор
и систему вторичного охлаждения с
расположенной за ней тянущей клетью,
которые не отличаются от аналогичных
устройств машин вертикального типа.
Далее движущийся слиток изгибают,
переводя в горизонтальное положение.
Затем слиток поступает в выпрямляющие
валки, за которыми располагают газорезку.
Подобные машины применяют при отливке
слитков небольшой толщины (<150 мм),
поскольку при большей толщине из-за
необходимости иметь большой радиус
изгиба не достигается заметного снижения
высоты по сравнению с вертикальной
МНЛЗ.
М
Рисунок 27 – Схема
МНЛЗ с изгибом слитка (а) и
вертикально-радиальной МНЛЗ (б)
Установки этого типа применяются реже, чем криволинейные из-за большей высоты. Основное их достоинство — более простые в изготовлении и обслуживании прямолинейный кристаллизатор и верх зоны вторичного охлаждения.
В целом МНЛЗ с криволинейной технологической осью обладает рядом существенных преимуществ по сравнению с вертикальными: большая скорость разливки и возможность принимать большегрузные плавки; меньшая в 3—4 раза высота установки; возможность получения неограниченного по длине слитка; капитальные затраты на 30—50 % ниже при равной производительности; облегчается обслуживание МНЛЗ, так как основное технологическое оборудование располагается над уровнем пола цеха; при горизонтальной выдаче заготовок возможно осуществление прокатки непосредственно после отливки заготовок.
Недостатки: сложность конструкции криволинейной зоны вторичного охлаждения; необходимость иметь выпрямляющий механизм, а в случае установки с изгибом заготовки и тянуще-изгибающий механизм; трудности в обеспечении равномерного охлаждения слитка по грани большого и малого радиусов в зоне вторичного охлаждения, в результате чего возможно неоднородное строение слитка.
Поэтому при выборе типа машины в условиях высокопроизводительных цехов предпочтение следует отдать радиальным и криволинейным МНЛЗ, а при отливке качественной стали особенно сложного профиля ряд преимуществ сохраняется за вертикальными МНЛЗ.
Установки рассмотренных выше типов трудно, а часто и невозможно разместить в существующих зданиях сталеплавильных цехов. Для отливки непрерывных сортовых заготовок малого сечения и широкого сортамента в цехах с агрегатами малой и средней емкости разработаны и внедряются горизонтальные МНЛЗ.
Горизонтальная МНЛЗ
Технологическая ось машин этого типа расположена горизонтально или наклонена на угол до 15-20° к горизонтали. Схема горизонтальной МНЛЗ приведена на рисунке 28.
Машина имеет следующие основные технологические узлы: металлоприемник 1 — емкость, футерованную огнеупорным кирпичом; металлопровод 2 — узел, подающий металл в кристаллизатор, состоящий из металлического корпуса и огнеупорного стакана из нитрида бора, карбида кремния и т. п.; кристаллизатор 3 — медный или комбинированный (медь—графит) холодильник, охлаждаемый водой; зону вторичного охлаждения 4 в виде рольгангов; тянущее устройство 5, обеспечивающее периодическое вытягивание слитка; устройство для резки слитка 6.
С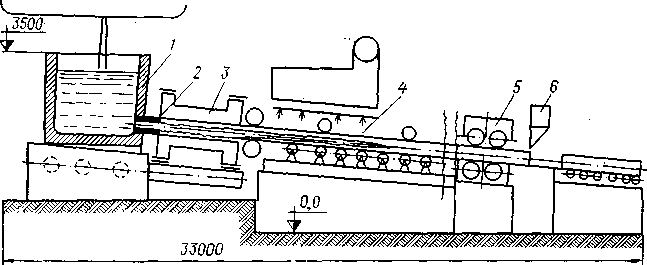 таль
из разливочного ковша поступает (см.
рисунок 28) в футерованный металлоприемник,
жестко соединенный с кристаллизатором
посредством огнеупорного стакана.
таль
из разливочного ковша поступает (см.
рисунок 28) в футерованный металлоприемник,
жестко соединенный с кристаллизатором
посредством огнеупорного стакана.
З
Рисунок 28 – Схема
горизонтальной МНЛЗ (обозначении в
тексте)
Периодическое вытягивание слитка заменяет качание кристаллизатора, используемое на вертикальных и криволинейных машинах для предотвращения зависания и разрывов корки слитка в кристаллизаторе. За механизмом вытягивания расположена газорезка и рольганг с приводными роликами. Горизонтальные МНЛЗ применяют для отливки сортовых слитков небольшого сечения толщиной менее 150—200 мм; скорость разливки достигает 4 м/мин. Основные преимущества горизонтальных машин — малая высота, меньшее количество и масса оборудования и, следовательно, меньшая стоимость их строительства.