

Бнту.303163.016 пз
Затем стягиваем крышку редуктора с основанием корпуса болтами поз. 38 (по фланцу редуктора) и болтами поз. 39 (у подшипников).
Далее прикручиваем крышки подшипников быстроходного вала болтами поз. 35 и поз. 36, а крышки подшипников тихоходного вала- болтами поз. 37.
Затем в паз на консольном участке быстроходного вала закладывают шпонку поз. 60 и монтируют шкив поз.8. От осевого смещения шкива используется круглая шлицевая гайка поз. 43 со стопорной многолапчатой шайбой поз. 53.
Затем в паз на консольном участке тихоходного вала закладывают шпонку поз. 61 и монтируют муфту поз. 48. От осевого смещения муфты используются установочный винт поз.40.
Ввертывают пробку поз. 18 маслоспускного отверстия с прокладкой поз. 25 и устанавливают маслоуказатель поз. 1 с прокладкой поз. 26.
Через смотровое окно заливают в редуктор масло и закрывают смотровое окно крышкой люка поз. 24 с отдушиной поз. 19. Закручивают смотровую крышку болтами поз. 35.
Ввертывают два рым-болта поз. 52.
Собранный редуктор обкатывают и испытывают на стенде.
11.2 Регулировка подшипников.
Регулировка подшипников поз. 49 на быстроходном валу производится круглой шлицевой гайкой поз. 44. Для фиксации гайки используется стопорная многолапчатая шайба поз. 54.
Регулировка подшипников поз. 50 на тихоходном валу производится путем подбора необходимого количества прокладок поз. 31, устанавливаемых под фланец крышки подшипников для устранения зазора между крышками подшипников и корпусом редуктора.
Для этого первоначально с одной стороны зажимают одну крышку подшипника до упора без прокладок, после чего зажимают с другой стороны вторую крышку подшипников до тех пор, пока вал перестанет проворачиваться. Потом измеряют зазор между опорной поверхностью крышки подшипника и посадочной поверхностью фланца редуктора. Полученное значение зазора делят пополам и по этому значению подбирают толщину двух наборов прокладок.
11.3 Регулировка зацепления.
Бнту.303163.016 пз
Для регулировки червячного зацепления необходимо весь комплект тонких металлических прокладок поз. 31 тихоходного вала смещать в осевом направлении. Этого добиваются переносом части прокладок из-под одной крышки подшипника в другую. Чтобы при этом сохранилась регулировка подшипников, суммарная толщина набора прокладок должна оставаться без изменения.
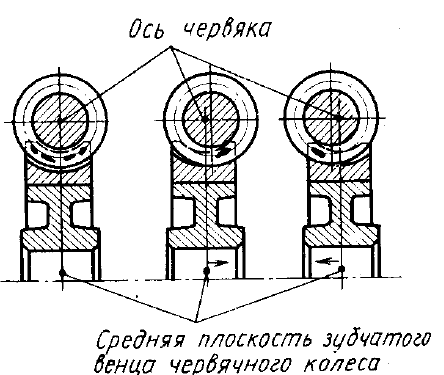
Рисунок 11.1 – Регулирование зацепления в червячной передаче.
Бнту.303163.016 пз
12 Нормирование точности геометрических размеров
Единая система допусков и посадок –ЕСДП (ГОСТ 25346-82 и ГОСТ 25347-82) регламентирована стандартами СЭВ и в основном соответствует требованиям Международной организации по стандартизации. Основные определения:
-номинальный размер-размер изделия, полученный по расчету или выбранный по конструктивным соображениям;
Изготовленные детали всегда имеют некоторые отклонения от номинальных размеров. Для того, чтобы изделие отвечало своему целевому назначению, его размеры должны быть выдержаны между двумя допустимыми предельными размерами, разность которых образует допуск. Зону между наибольшим и наименьшим предельными размерами называют полем допуска. К различным соединениям предъявляют неодинаковые требования в отношении точности. Поэтому система допусков содержит 19 квалитетов, расположенных в порядке убывания. Характер соединения деталей называют посадкой. Посадки могут обеспечивать в соединении зазор S или натяг N.
Для определения численного отклонения размера и поля допуска пользуемся
[1, табл.17.3.4, стр.286].
12.1 Посадки основных деталей [1, стр.263].
 -
подшипник – вал,
-
подшипник – вал,
 - отверстие-подшипник;
- отверстие-подшипник;
 - зубчатое колесо;
- зубчатое колесо;
 - распорные кольца;
- распорные кольца;
 -отверстие
– крышка подшипника,
-отверстие
– крышка подшипника,
 - муфта;
- муфта;
 - шкивы и звездочки;
- шкивы и звездочки;
Шероховатость
поверхности- это совокупность неровностей
поверхности с относительно малыми
шагами, выделенная с помощью базовой
длины. ГОСТ 2789-73 полностью соответствует
международной рекомендации по
стандартизации. Параметры шероховатости
выбирают из приведенной номенклатуры
 среднее
арифметическое отклонение геометрического
профиля;
среднее
арифметическое отклонение геометрического
профиля;
 высота
неровностей профиля по десяти точкам.
высота
неровностей профиля по десяти точкам.
При определении шероховатостей на рабочих валах пользуемся:
РАБОЧИЙ ЧЕРТЕЖ ВАЛА – [1, п.3, стр.69]:
-поверхность установки подшипников [1, табл. 8.8.8, стр.102];
-
поверхность установки ступиц колес
зубчатых передач для d<80 мм- ,
d>80 мм-
,
d>80 мм- ;
;