

Глава 2. Шлицевые соединения
Шлицевое соединение образуют выступы зубья на валу и соответствующие впадины шлицы в ступице (рис. 5.1, а—в). Рабочими поверхностями являются боковые стороны зубьев. Зубья вала фрезеруют по методу обкатки или накатывают в холодном состоянии профильными роликами по методу продольной накатки. Шлицы отверстия ступицы изготовляют протягиванием.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными.
1. Лучшее центрирование соединяемых деталей и более точное направление при их относительном осевом перемещении.
2. Меньшее число деталей соединения: шлицевое соединение образуют две детали, шпоночное три, четыре.
З. При одинаковых габаритах возможна передача больших вращающих моментов за счет большей поверхности контакта.
4. Большая надежность при динамических и реверсивных нагрузках.
5. Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
6. Меньшая длина ступицы и меньшие радиальные размеры. Недостатки более сложная технология изготовления.
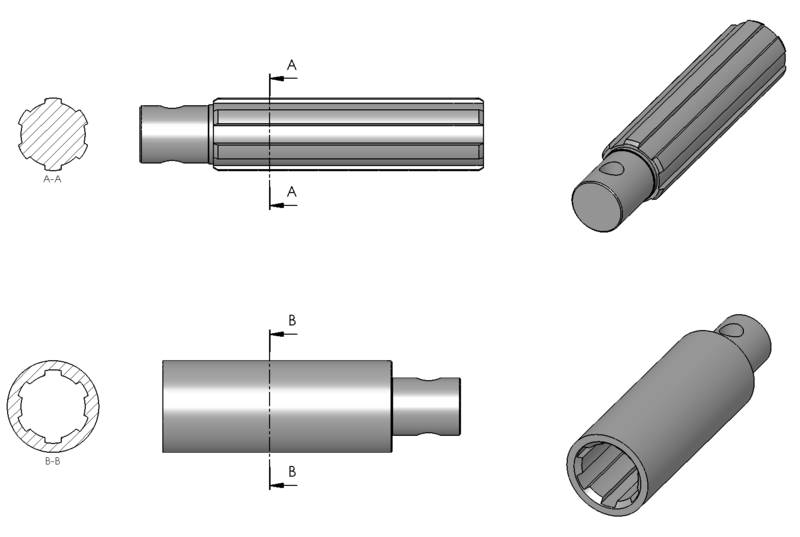
Рис. 5. Сечение шлицевого вала и втулки с прямобочным профилем.
Виды шлицевых соединений
В зависимости от профиля применяются шлицевые соединения трех видов: прямобочные, эвольвентные и треугольные.
Треугольные шлицевые соединения применяются вместо
соединений с натягом, для неподвижных соединений тонкостенных втулок и
для соединений деталей из легких сплавов со стальными валами.
Государственные стандарты на треугольные шлицевые соединения
пока не разработаны, используются отраслевые стандарты.
Шлицевые соединения применяются для неподвижных и подвижных соединений.
Одним из показателей точности шлицевых соединений являются центрирование (соосность) сопрягаемых деталей. Собираемость шлицевых соединений зависит не только от точности отдельных элементов шлицевого отверстия и вала, но и от точности фор мы и взаимного положения.
Наряду с прямобочными и эвольвентными шлицевыми соединениями применяются и другие виды, например: шлицевые соединения с винтовыми зубьями, коническими и торцевыми зубьями. Соединения с винтовыми зубьями (привод стартера в автомобильном
двигателе) используют для совместной передачи движения в осе-
вом и окружном направлениях, конические – в беззазорных соединениях в торцевых муфтах. В станкостроении применяются специальные шариковые шлицевые соединения.
Прямобочные шлицевые соединения
В прямобочных шлицевых соединениях в зависимости от передаваемого крутящего момента основные размеры подразделяются на три серии: легкая, средняя и тяжелая. Число шлицов в легкой
и средней серии: 6, 8 и 10, а в тяжелой – 10, 16 и 20. Основные раз-
меры для каждой серии приводятся в таблицах стандарта (ГОСТ
1139-80). Стандартом предусмотрено три вида центрирования: по
наружному диаметру D, внутреннему диаметру d и по боковым сто-
ронам шлица b (рис. 19).

Рис.19. Виды центрирования прямобочных шлицевых соединений.
Как видно из рис. 19,а при центрировании по наружному и
внутреннему диаметрам (рис. 19,б) посадки осуществляются по соответствующим диаметрам и по боковым сторонам шлица, а при
центрировании по боковым сторонам (рис,19,в) – только по боковым
сторонам.
Нецентрирующие диаметры шлицевых поверхностей выполняются с такими отклонениями, которые обеспечивают в соединении достаточные зазоры.
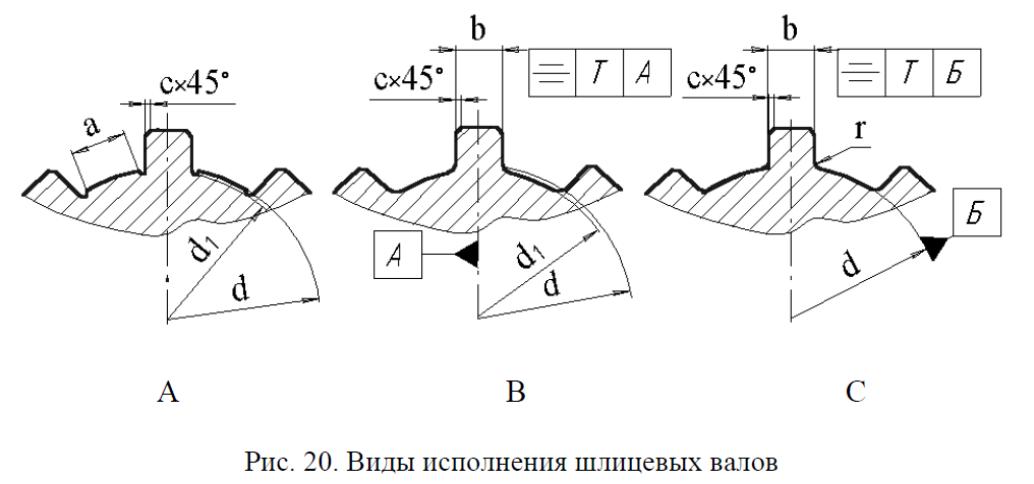
В зависимости от вида центрирования предусматривается три
вида исполнения шлицевых валов А, В и С. Шлицевые валы в исполнении А и С изготавливаются при центрировании по внутреннему диаметру, а в исполнении В – при центрировании по наружному
диаметру и боковым сторонам.
Центрирование по наружному диаметру D обычно применяется для неподвижных соединений. Реже применяется для подвижных соединений, предназначенных для передачи небольших крутящих моментов, когда для изготовления валов и втулок применяются износостойкие стали.
Центрирование по внутреннему диаметру d целесообразно
применять для подвижных соединений и для соединений, предназначенных для передачи больших крутящих моментов, когда шлицевое отверстие подвергается термической обработке. После термической обработки для устранения дефектов, как правило, предусматривается дополнительная чистовая обработка шлицевого отверстия шлифованием.
Центрирование по боковым сторонам назначают для неподвижных соединений в тихоходных передачах, передающих большие
крутящие моменты, а также при передаче знакопеременных и ударных нагрузок.
Посадки шлицевых соединений по диаметру выполняются в
системе отверстия. Это способствует существенному сокращению
номенклатуры посадок. Для образования посадок рекомендуется в
первую очередь применять поля допусков предпочтительного применения.