2 Технические условия поставки деталей на сборку
Технические условия поставки деталей на сборку представлены в виде таблицы 3.
Таблица 3 - Технические условия поставки деталей на сборку.
Номер детали |
Технические условия |
1- Стенка |
по 3 СО Ø 3,6 к поясам; по 2 СО Ø 4,1 к стойкам; 2 БО Ø 5 |
2- Пояс |
3 СО Ø 3,6 к стенке; НО Ø 3 к стенке; кроме мест пересечения трёх деталей |
3- Пояс |
3 СО Ø3,6 к стенке; НО Ø 3 к стенке; кроме пересеч. 3деталей |
4- Стойка |
2 СО Ø 4,1 к стенке ; НО Ø 3,6 к стенке; кроме мест пересечения трёх деталей |
3 Укрупненный технологический процесс сборки узла
Технологический процесс сборки нервюры 3 представлен в таблице 4.
Таблица 4 – Укрупнённый технологический процесс сборки узла
Операция |
Переход |
Метод |
Эскиз |
Инструмент, оснастка, оборудование |
|||
№ пп |
Содержание |
№ пп |
Содержание |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Сборочная |
1 |
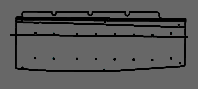
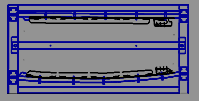
Установить на стенку 1 пояс 2, закрепить на технологические болты |
Установка по СО
|
|
Верстак, технологические болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88 |
|
2 |
Установить на стенку 1 пояс 3, закрепить на технологические болты |
Установка по СО
|
|
Верстак, технологические болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88 |
|||
3 |
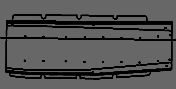
Установить на стенку 1 стойки 4( с 1 по 10), закрепить на технологические болты |
Установка по СО |
|
Верстак, технологические болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88 |
|||
2 |
Слесарная |
1 |
Разметить места пересечения трёх деталей |
|
|
Линейка ГОСТ 427-75, карандаш м ГОСТ-67 |
|
2 |
Сверлить по НО в поясах отверстия под заклёпки в стенке и пакетах из трёх деталей. |
Сверление |
|
Пневмодрель ИП-1024 ГОСТ 10212-68, сверло Ø 4.1, 3.6 ГОСТ 19543-74.
|
|||
3 |
Сверлить по НО в стойках отверстия под заклёпки в стенке нервюры |
Сверление |
|
Пневмодрель ИП-1024 ГОСТ 10212-68, сверло Ø 4.1 ГОСТ 19543-74. |
|||
3 |
Разборочная |
1 |
Разобрать предварительно собранную подсборку 1 |
Разборка вручную |
|
Верстак; ключ ГОСТ 18981-73; отвёртка ГОСТ 17199-88. |
|
4 |
Зачистка |
1 |
Удалить заусенцы на кромках отверстий |
Вручную |
|
Пневмодрель ИП-1024 ГОСТ 10212-68, зенковка ОСТ 2И22-2-80 |
|
5 |
Контрольная |
1 |
Контроль качества отверстий |
Измерение |
|
Калибр – пробка ГОСТ 14807-69 |
|
6 |
Обезжиривание |
1 |
Обезжирить поверхности подвергающиеся герметизации |
Вручную |
|
Хлопчатобумаж-ные салфетки ГОСТ 6309-93; неф рас ГОСТ 8505-80, тара под ЛВЖ. |
|
7 |
Герметизация |
1 |
Произвести внутри шовную герметизацию швов |
Нанесение герметика вручную |
|
Шпатель неметаллический ГОСТ 10778-83; кисть ГОСТ 10597-87, банка с герметиком. |
|
8 |
Сборочная |
1 |
На верстаке соединить стенку с поясами и стойками, удалить герметик из отверстий шилом |
Установка в ручную по СО и ранее просверленным отверстиям |
|
Технологические болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88, шило ТУ 2-31/14-07-83. |
|
2 |
Вставить заклёпки в отверстия на сырой грунт |
Вручную |
|
Кисть ГОСТ 10597-87, банка с грунтовкой Заклёпка 3,5х8 ОСТ 134045-79, Заклёпка 4х8 ОСТ 134045-79, Заклёпка 4х11 ОСТ 134045-79.. |
|||
3 |
Выполнить клёпку на прессе |
Клёпка на прессе |
|
Пресс КП – 204М |
|||
4 |
Удалить тех. болты, до клепать повторив переходы 2 – 4 для остальных отверстий. |
|
|
|
|||
9 |
Контрольная |
1 |
Контроль заклёпочных швов |
Вручную |
|
Шаблон для контроля замыкающей головки. |
|
10 |
Контрольная |
|
Контроль подсборки узла визуально |
Вручную |
|
ШКС, щуп |
|
11 |
Сборочная |
1 |
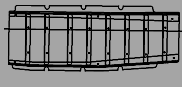
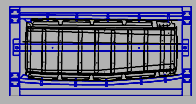
Установить в сборочное приспособление обшивку на винтовые фиксаторы |
Установка в СП
|
|
СП
|
|
2 |
Установить на ложемент подсборку 1 (стенку, пояса, стойки) на технические болты |
Установка в СП
|
|
Верстак, технологические болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88, |
|||
3 |
Установить ложемент на СП на болты |
Установка в СП |
|
Технологические болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88, |
|||
4 |
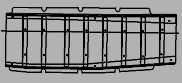
Установить 2 крайних компенсатора уперев в упоры и с противоположного конца зафиксировать к поясу струбциной. |
Установка в СП |
|
СП, струбцины ГОСТ 3180-94 |
|||
5 |
Установить оставшиеся компенсаторы и фитинги по месту сопряжения с поясом в стрингерном вырезе |
Установка в СП |
|
СП, струбцины ГОСТ 3180-94 |
|||
12 |
Слесарная |
1 |
Сверлить по НО в компенсаторах отверстия под заклёпки |
Сверление |
|
Пневмодрель ИП-1024 ГОСТ 10212-68, сверло Ø 3,6. ГОСТ 19543-74.,
|
|
2 |
Сверлить по НО в фитингах отверстия под болты |
Сверление |
|
Пневмодрель ИП-1024 ГОСТ 10212-68, сверло Ø 6.1.ГОСТ 19543-74. |
|||
13
|
Разборочная
|
1 |
Разобрать предварительно собранный узел |
Разборка вручную |
|
Верстак; ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88. |
|
14 |
Зачистка |
1 |
Удалить заусенцы на кромках отверстий |
Вручную |
|
Пневмодрель ИП-1024 ГОСТ 10212-68, зенковка ОСТ 2И22-2-80 |
|
15 |
Контрольная |
1 |
Контроль качества отверстий |
Измерение |
|
Калибр – пробка ГОСТ 14807-69 |
|
16 |
Обезжиривание |
1 |
Обезжирить поверхности подвергающиеся герметизации |
Вручную |
|
Хлопчатобумаж-ные салфетки ГОСТ 6309-93; неф рас ГОСТ 8505-80, тара под ЛВЖ. |
|
17 |
Герметизация |
1 |
Произвести внутри шовную герметизацию швов |
Нанесение герметика вручную |
|
Шпатель неметаллический ГОСТ 10778-83; кисть ГОСТ 10597-87, банка с герметиком. |
|
18
|
Сборочная
|
1 |
На верстаке соединить подсборку 1 с обшивкой, компенсаторами, фитингами удалить герметик из отверстий шилом |
Установка в ручную по ранее просверленным отверстиям |
|
Технологические болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88, шило ТУ 2-31/14-07-83. |
|
2 |
Вставить заклёпки в отверстия на сырой грунт |
Вручную |
|
Кисть ГОСТ 10597-87, банка с грунтовкой, заклёпки для односторонней клёпки 3,5х8 ОСТ 134045-79 |
|||
3 |
Выполнить клёпку молотком клепальным |
Клёпка молотком клепальным |
|
Пневмомолоток ИП-4009 ГОСТ 17770-86 |
|||
4 |
Удалить тех. болты, до клепать повторив переходы 2 – 4 для остальных отверстий. |
|
|
Верстак, технологические болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключ ГОСТ 18981-73, отвёртка ГОСТ 17199-88, |
|||
5 |
Вставить болты в отверстия и выполнить затяжку тарированным ключом |
Вручную |
|
Болты ОСТ 26-2043-91, гайки ОСТ 26-2038-96, ключи тарированный. ОСТ 4-Г0.059.306-77 |
|||
19
|
Контрольная
|
1 |
Контроль заклёпочных швов и болтовых соединений |
Вручную |
|
Шаблон для контроля замыкающей головки. |
|
20 |
Маркировка |
1 |
Маркировать ЧК шрифтом 3-5 ОСТ 1 00312 - 78 |
Вручную |
|
Кисть ГОСТ 10597-87, краска ГОСТ 19007-73. |
|
21 |
Контрольная |
1 |
Контроль сборки узла визуально |
Вручную |
|
ШКС, щуп ГОСТ 40497-88 |
|