

2.2 Автоматизированная разработка технологического процесса и технологической документации в системе вертикаль
Целью выполнения данной работы является изучение методики создания технологического процесса (ТП) обработки машиностроительной детали в системе ВЕРТИКАЛЬ на базе ТП обработки детали «Втулка», разработанного в упрощенном виде.
Задание:
Произвести следующие этапы разработки ТП:
1) cоставить ТП, включающий в себя технологические операции с эскизами и переходы обработки детали “Втулка” на примере разработанного в упрощенном виде типового ТП;
2) произвести наполнение дерева КТЭ;
3) установить связи между элементами дерева КТЭ и поверхностями 3D-модели детали;
4) создать технологическую документацию.
Теоретические сведения
В соответствии с правилами разработки ТП (технологических процессов), создание ТП обработки детали определяется следующими основными этапами:
анализ исходных данных - конструкции детали, материала, из которого она изготовлена, требований предъявляемых к шероховатости обрабатываемых поверхностей;
выбор исходной заготовки и методов ее изготовления;
разработка технологических операций и переходов;
нормирование технологического процесса;
оформление технологической документации.
Технологический процесс разрабатывается в одном из режимов:
формирование ТП наполнением Дерева ТП типовыми технологическими операциями и переходами, хранящимися в базе данных операций и переходов;
формирование ТП наполнением Дерева КТЭ с получением планов обработки;
проектирование ТП на основе техпроцесса-аналога с доработкой.
В случае формирование ТП наполнением Дерево КТЭ, переходы обработки отдельной поверхности КТЭ (конструкторско-технологического элемента) объединены вместе, что позволяет работать с ними как с самостоятельным фрагментом технологического процесса. Элементам Дерева КТЭ сопоставляются определенные планы обработки, зависящие от требуемой точности и качества поверхности детали. Формирование Дерева КТЭ осуществляется с помощью специальной библиотеки, в которой конструктивные элементы связаны с типовыми технологическими планами их обработки.
Для наглядности и контроля ТП, целесообразно производить настройку связей между Деревом КТЭ, Деревом ТП и 3D-моделью.
На этапе составления технологического маршрута обработки детали решаются следующие задачи: разрабатывается общий план обработки поверхностей детали, предварительно выбираются средства технического оснащения, намечается содержание операций.
Разработка технологического процесса начинается с уровня Операции.
После того как введены сведения об операции, можно вводить данные о переходах.
Помимо этого в операцию добавляется оборудование, оснастка и требуемый инструмент.
Протокол выполнения работы
Модель детали представлена ранее на рисунке 2.1.
В соответствии с заданием необходимо спроектировать технологический процесс для детали «Втулка».
Для изготовления втулки, с определенными конструктивными элементами может рекомендоваться следующий процесс обработки:
Отрезка заготовки – разрубка прутка длиной 300 для нескольких деталей); обработка точением наружной поверхности втулки – точить поверхность ∅46, выдерживая размер 35; обработка внутреннего торца (рядом с канавкой) – подрезать торец, выдерживая размер 36 (35+1(припуск)); обработка свободного торца – подрезать торец, выдерживая размер 35; точить фаску 1,6×450 на свободном торце; точить канавку для выхода инструмента; обработка точением наружной поверхности втулки - точить поверхность ∅60, выдерживая размер 41 (40+1(припуск)); отрезать деталь выдерживая размер 40,5 (40+0,5(припуск)); обработка противоположного торца – подрезать торец, выдерживая размер 40; точить фаску 1,6×450 на торце; просверлить отверстие диаметром 34; промывка; контроль.
После составления данной последовательности необходимо перейти к формированию технического процесса наполнением Дерева ТП.
1. Начальной операцией (005) является операция отрезки заготовки – разрубка прутка длиной 300 для нескольких деталей. Добавляем в операцию оборудование, оснастку и требуемый инструмент.
1) Выбираем Штамповочное оборудование - Оборудование для резки - Комплекс для резки заготовок на ножницах сортовых… Комплекс НВ5224. 2)Далее добавляем исполнителя – Штамповщик 19700. Добавляем Штамповочный инструмент - Ножи – Ножи для резки на листовых ножницах - Нож для холодной резки – Нож 20×75×750.
3)Добавляем Измерительный инструмент - Линейки – Линейка ГОСТ 427-75.
Формирование операции завершено.
2. Операция 010 (токарно-револьверная) содержит много переходов и требует ввода многих размеров. Для формирования операции подключается эскиз (рисунок 2.3).
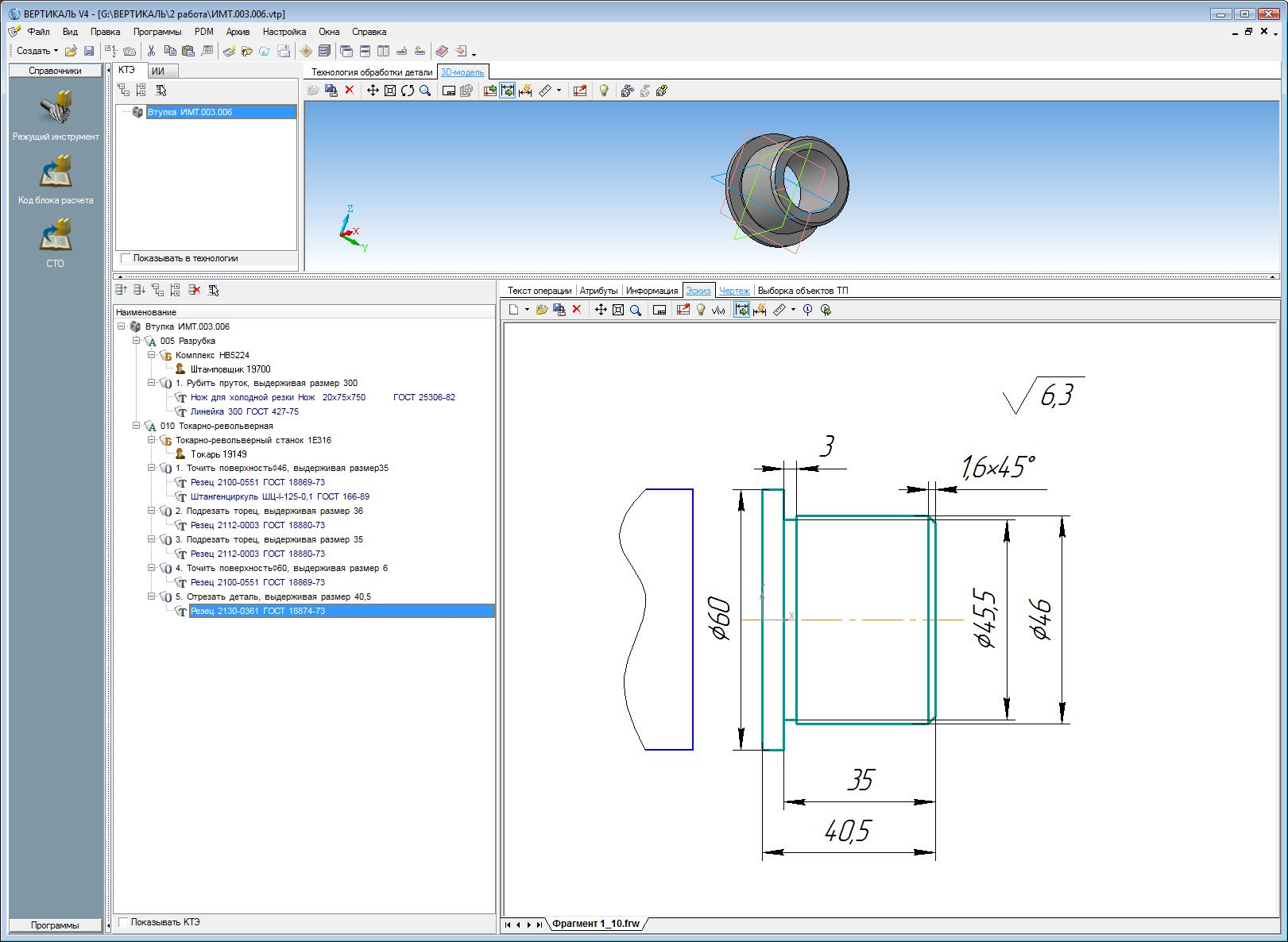
Рисунок 2.3 – Сформированные две операции
При выполнении операции будут производиться следующие действия-переходы:
обработка точением наружной поверхности втулки – точить поверхность ∅46, выдерживая размер 35;
обработка внутреннего торца (рядом с канавкой) – подрезать торец, выдерживая размер 36 (35+1(припуск));
обработка свободного торца – подрезать торец, выдерживая размер 35;
точение фаски 1,6×450 на свободном торце;
точение канавки для выхода инструмента;
обработка точением наружной поверхности втулки - точить поверхность ∅60, выдерживая размер 41 (40+1(припуск));
отрезка детали выдерживая размер 40,5 (40+0,5(припуск)).
Аналогично первой операции добавляются оборудование, исполнители, измерительный инструмент.
3. Операция 015 (токарно-винторезная)
При ее выполнении будут производиться следующие действия – переходы:
1. обработка противоположного торца – подрезать торец, выдерживая размер 40;
2. точение фаски 1,6×450 на торце.
Для формирования операции так же подключается эскиз (рисунок 2.4).
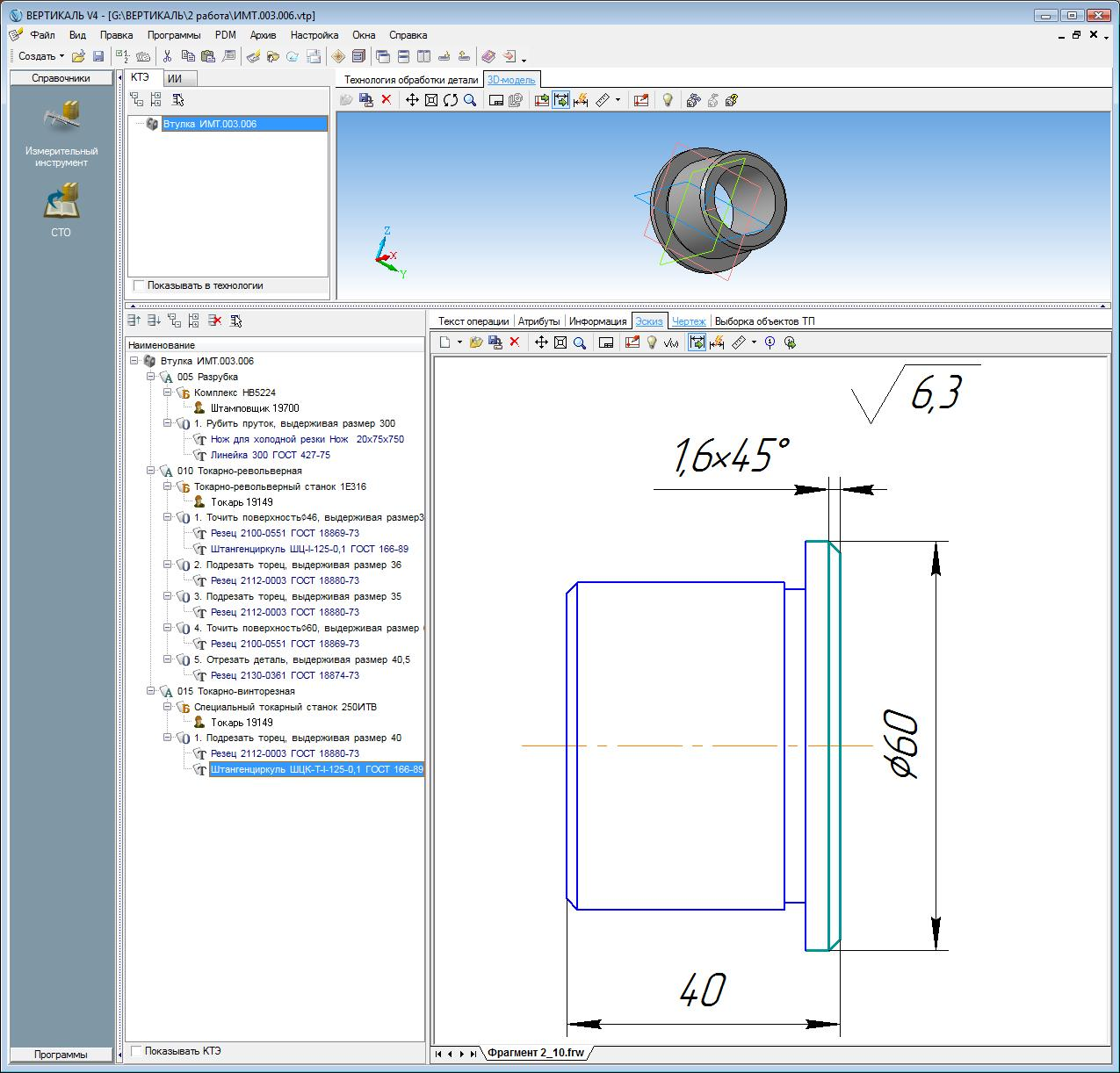
Рисунок 2.4 – Операция 015
В качестве режущего инструмента выбирается резец подрезной 2112-0003 ГОСТ 18880-73 (рисунок 2.5).
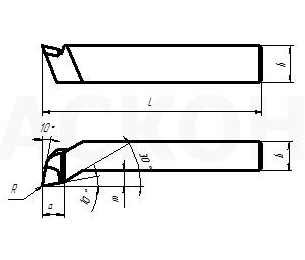
Рисунок 2.5 – Резец подрезной
4. Операция 020 (вертикально-сверлильная).
Для ее формирования подключается эскиз (рисунок 2. 6).
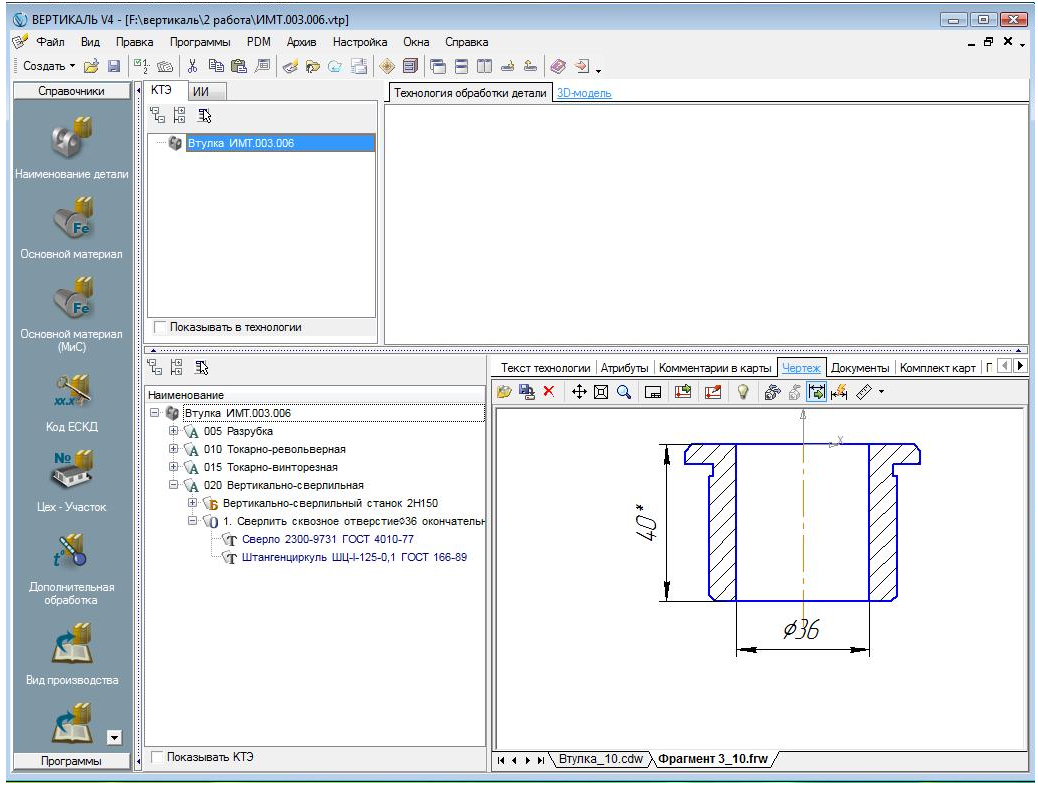
Рисунок 2.6 – Операция 020
С помощью данной операции необходимо просверлить сквозное отверстие диаметром 36. Для этого выбирается инструмент – Сверло 2300-9731 ГОСТ 4010-77 (рисунок 2.7).
Рисунок 2.7 – Сверло
5. Операция 025 (промывка).
Переход – промыть деталь.
6. Операция 030 (контроль).
Переход – проверить размеры согласно чертежу.
Таким образом, был сформирован комплект документов на технологический процесс.