

2.2 Выбор способа и режима сварки нержавеющей стали 12х18н10т.
Выбор способа сварки зависит от марки стали назначения, и не во всех случаях получается разнозначные механические и коррозионные свойства.
На данный момент существует два основных способа сварки нержавейки:
1) электродуговая сварка нержавейки вольфрамовым электродом (неплавящимся и плавящимся).
2) газовая аргонная сварка нержавейки с использованием инертных газов и их смесей.
Для сварки стали 12Х18Н10Т предлагается использовать следующий способ сварки:
- Электродуговая автоматическая сварка вольфрамовым неплавящимся электродом в среде аргона с присадочной проволокой. Это самый распространенный способ, который применяется в промышленных предприятиях. В процессе сварки происходит повышение стабильности дуги, и уменьшение частоты образования пор при помощи аргона. Сварка вольфрамовым неплавящимся электродом производится с применением постоянного тока прямой полярности. Если в нержавеющей стали имеется доля содержащегося алюминия, то ее варят переменным током с целью разрушения окислительной пленки.
Для сварки стали 12Х18Н10Т выбираем нержавеющею проволоку марки 12Х18Н10Т (без окислов) – это проволока с антикоррозийными свойствами. Производится нержавеющая стальная проволока согласно ГОСТ 18143-72 из высоколегированной, устойчивой к многим видам коррозии (агрессивные среды, почвенная коррозия и др.) и жаростойкой стали. Проволока из нержавейки обычно используется для сварки деталей из нержавеющей стали и является одной из самых популярных видов проволоки, т.к. срок службы по сравнению с остальными видами проволоки намного больше.
Таблица 3.
Ориентировочные режимы автоматической сварки стали 12Х18Н10Т.
Толщина Металла, мм |
Сварочный Ток, А |
Напряжение Дуги, В |
Скорость Сварки, м/ч |
Примечание |
2,5 |
110-200 |
9-10 |
12-21 |
Расход аргона 5-10 л/м, диаметр Вольфрамового электрода 3мм, Ток постоянный прямой полярности. |
2.3 Оборудование для дуговой сварки неплавящимся электродом с присадочной проволокой.
Для данного способа сварки представлены следующие сварочные автоматы: АПНГ-1; АПНФ 4; КА-001; АДФ-1250. Исходя из технических характеристик автоматов более рентабельный автомат АДФ-1250.
Сварочный автомат АДФ-1250 предназначен для автоматической сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей. Он может производить сварку металлических соединений встык с разделкой и без разделки кромок, с копирами и без копиров, угловых швов, а так же нахлесточных соединений. Швы могут быть прямолинейными и кольцевыми. Сварочный автомат состоит из сварочного выпрямителя ВДУ-1250(рис 1) и трактора АДФ-1250(рис 3).

Рис.1 Выпрямитель для автоматической сварки ВДУ-1202.
ВДУ-1202 это источник с универсальными внешними характеристиками (падающими и жесткими) предназначен для комплектации сварочных и наплавочных автоматов. Технические характеристики представлены в таблице 4 и принципиальная схема рис 2.
Таблица 4
Технические характеристики ВДУ-1202.
Наименование |
Величина |
Напряжение питания, 50 Гц, В |
3х380 |
Номинальная потребляемая мощность, кВА |
120 |
Номинальный сварочный ток, А,% |
1250 (ПВ 100%) |
Регулирование сварочного тока |
плавное |
Диапазон регулирования сварочного тока: |
|
- жесткие характеристики, А |
250...1250 |
- падающие характеристики, А |
250...1250 |
Рабочее напряжение: |
|
- жесткие характеристики, В |
24...56 |
- падающие характеристики, В |
24...56 |
Напряжение холостого хода, В |
85 |
Диаметр штучного электрода, мм |
- |
Степень защиты |
540 |
Масса, кг |
320 |
Габариты (ДхШхВ), мм |
1000х685х885 |
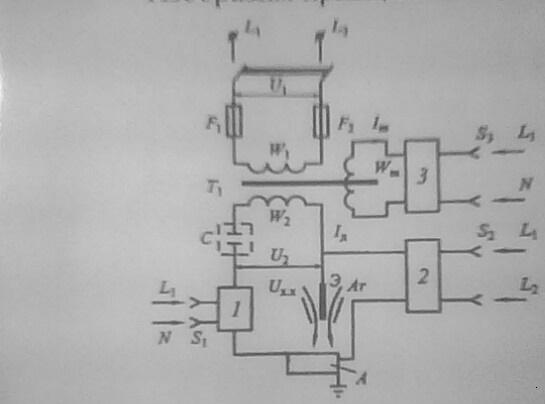
Рис.2 Принципиальная схема выпрямителя ВДУ-1202.
Сварочный трактор служит для подачи электродной проволоки и флюса в зону сварки и представляет собой самоходное устройство, перемещающееся вдоль сварного шва по изделию или направляющей линейке.

Рис.3 Трактор АДФ-1250.
Трактор АДФ-1250 имеет плавные регулировки скорости подачи электродной проволоки и скорости перемещения тележки.