

36). Профилирование фасонных резцов (схема работы резца).
Расчет профиля различных видов, типов и конструкций фасонных резцов может производиться по одному общему алгоритму, имеющему достаточно простой вид. Как указывалось выше, общность алгоритма расчета профиля определяется, прежде всего, кинематической схемой формообразования. Производящей линией у всех фасонных резцов является режущая кромка. По числу формообразующих движении достаточно общим случаем является обработка конической винтовой поверхности, при котором имеются движения вращения детали и движения подачи: Sпр продольной; Sр радиальной (рис. 4.10). Для большей общности добавим еще движение тангенциальной подачи Sт. Данной кинематической схемой охватываются, как частные случаи, следующие виды резцов:
а). Радиальные и тангенциальные для обработки поверхностей вращения; б). строгальные и долбежные фасонные; в). резьбовые и для обработки червяков с различным профилем; г) затыловочные для дисковых фрез; д). затыловочные для червячных фрез любого профиля; е). для конических резьб и червяков с любым профилем.
Р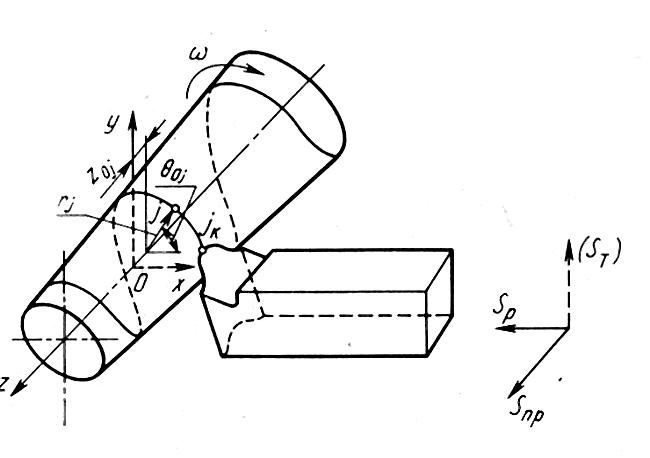 ис.
4.10. Обобщенная кинематическая схема
формообразования поверхности фасонным
резцом
ис.
4.10. Обобщенная кинематическая схема
формообразования поверхности фасонным
резцом
Алгоритм может быть также использован для резцов, различающихся по следующим признакам: а) по геометрическим параметрам с углом = 0 или 0, с углом наклона = 0 или 0; б) по установке базовой точки 1 резца на высоте линии центров, т.е. при е = 0, или выше линии центров, при е 0; в) по установке на станке с разворотом на угол в горизонтальной плоскости xz, с разворотом на угол в вертикальной плоскости уz, без разворота при = = 0.
3 7). Определение координат точек режущей кромки фасонного резца.
Схема расчета профиля кромки
При определении профиля резца решается прямая задача из условия отсутствия среза с точечным способом задания профиля и методом аналитической геометрии. Алгоритм предназначен для автоматизированного проектирования. Различные частные случаи, как более простые, получены из общего алгоритма и могут быть использованы для немашинного проектирования.
Заданный профиль детали в самом общем случае пространственная кривая, каждая точка j которой в неподвижной системе xyz имеет цилиндрические координаты rj, oj,, zoj в начальный момент. Система координат xyz выбрана таким образом, что плоскость ху проходит через базовую точку 1 кромки резца, образующую собственно точку 1 на профиле
детали. Обычно за точку 1 принимается та из узловых точек 1, 2, 3, . . . , j, которой соответствует наименьший радиус r профиля.
Установка резца определяется так, чтобы его базовая точка 1 кромки имела координаты х = z = 0, у = е, где е либо равно нулю (при обычной установке), либо рассчитывается. При обработке поверхностей вращения и винтовых всеми видами резцов точка 1 кромки удалена от оси z на расстояние r1 в начальный момент движения формообразования.