

3.13 Полусамотечный способ транспортирования деталей по линии.
Этот способ
осуществляется под действием силы веса
детали и добавление её с приложением
внешней энергии для уменьшения силы
сопротивления движения детали по лотку.
Естественно такой способ дороже в 1,5…2
раз. Полусамотечный способ реализуется
в наклонных лотка. Угол наклона которых
,
значительно меньше угла трения скольжения
между лотком и деталью т.е.
![]() .
Если
.
Если
![]() ,
то
,
то
![]() в зависимости от веса детали ( чем тяжелее
деталь, тем больше наклон).
в зависимости от веса детали ( чем тяжелее
деталь, тем больше наклон).
Уменьшение силы сопротивления в полусамотечных лотках достигается в машиностроении двумя путями.
Первый путь механический. Он состоит в том, что во время движения детали сообщается непрерывное циклическое перемещение (плоское или вращательное) в поперечном направлении.
Второй путь пневматический. Он имеет место, когда между деталями и наклонным лотком создается воздушный зазор за счет избыточного давления воздуха.
Рассмотрим подробнее эти пути:
3.14 Механические полусамотечные лотки
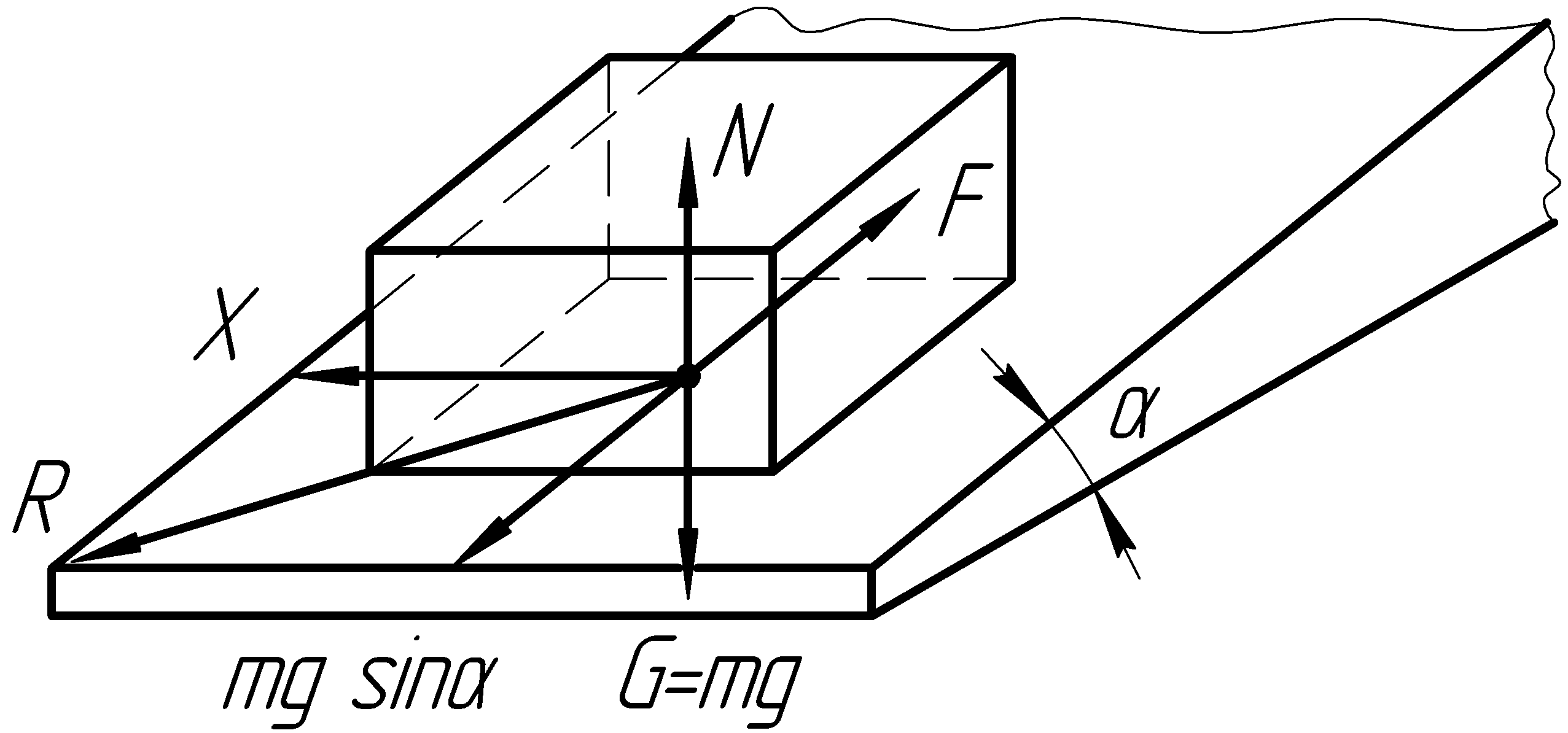
Рис.3.32 Схема действия сил на деталь во время ее перемещения по полусамоточному механическому лотку
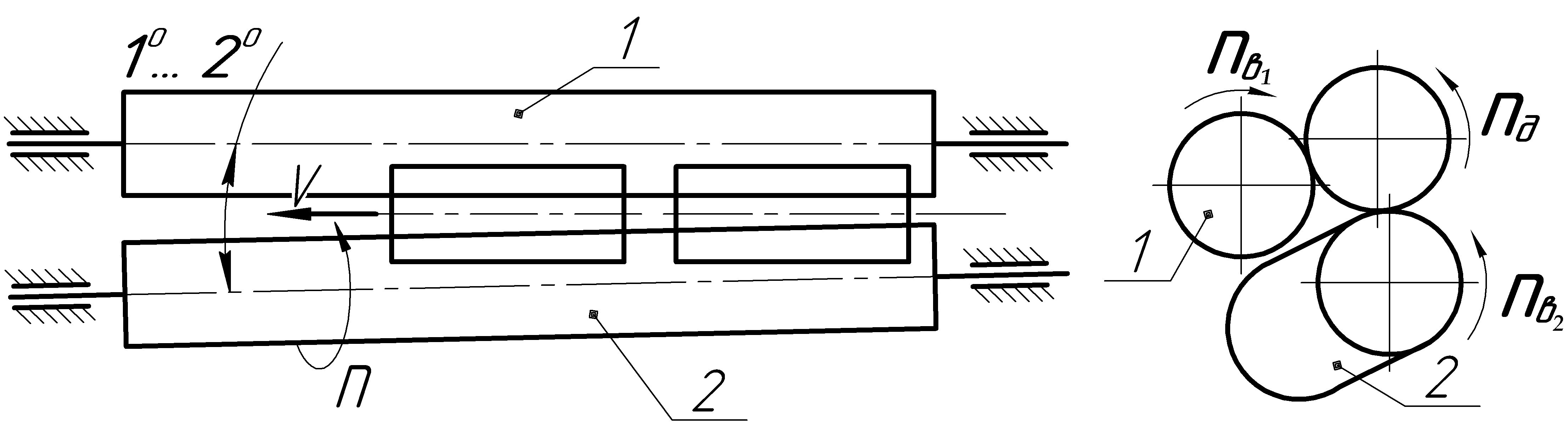
Рис.3.33 Схема перемещения цилиндрических деталей на валковых полусамоточных лотках
Когда деталь (см.рис.3.32) находится на неподвижном лотке с углом меньше чем ( ), то величина составляющей сил веса является недостаточной для перемещения детали по лотку. Деталь будет перемещаться по лотку, если к ней приложить поперечную силу Х, величина которой определяется из условия:
![]() (3.79)
(3.79)
Из условия, где:
R- равнодействующая поперечной силы Х и движущей силы от веса детали.
N – это нормальная реакция от силы веса.
Данные условия
легко выполняется т.к. при малых углах
,
величина поперечной силы Х практически
равняется
![]() .
.
Физически перемещение пол самотечному лотку объясняется тем, что действия силы трения F, как бы переносится на направление действия равнодействующей силы R, величина которой больше чем величина силы трения.
На практике механические полусамотечные лотки применяются для транспортирования деталей, заготовок весом до 1кг, со скоростью перемещения 0,1 м/сек. В качестве примера таких лотков на рис.3.33. представлена схема волнового лотка для перемещения цилиндрических деталей.
Во время работы
лотка детали (валики) перемещаются вдоль
направляющего лотка 1, под действием
ведущего вращающегося лотка 2. Лоток 2
устанавливается в пространстве под
углом
![]() и за счет вращения обеспечивает постоянное
приложение поперечной силы Х к деталям.
и за счет вращения обеспечивает постоянное
приложение поперечной силы Х к деталям.
3.15 Пневматические полусамотечные лотки

Рис.3.34 Схема пневматического полусамоточног лотка
На рис.3.34. схема отрытого, полусамотечного лотка. Лоток состоит из камеры 1, крышки 2 и направляющей 3. Устанавливается лоток под каким-либо углом , который меньше . В камеру подается сжатый воздух до давления 0,1…0,2 МПа. В крышке выполнены отверстии (сопла). В этих отверстиях воздух разгоняется и образует на опорной поверхности лотка воздушную подушку, толщиной 10…20 мкм. В результате трение между деталью и лотком снижается до значений, при которых детали перемещаются под действием силы веса.
Данные лотки широко применяются в приборостроении для транспортирования легких деталей, а так же деталей с высокими фрикционными свойствами и деталей с низкими фрикционными характеристиками.