

2.3.7 Выбор количества участков
Деление линии на участки позволяет повысить надежность, а следовательно и производительность линии. Вместе с тем линия становится более сложной и дорогой, так как требуется установка дополнительных устройств (накопителей, кантователей и т.д.), увеличивается число наладчиков и возрастают расходы на обслуживание и ремонт линии, для компоновки линии требуется больше производственных площадей. Поэтому выбор количества участков является важной технико-экономической задачей проектирования линий.
В технической литературе приводятся формулы для определения количества участков. Эти формулы получены эмпирическим путем и учитывают различные технико-экономические факторы, такие как надежность линии, стоимость оборудования и накопителей, затраты на обслуживание линии и зарплату наладчиков. Одна из этих формул имеет следующий вид:
m =
 (2.79),
(2.79),
где Вi - удельная длительность восстановления (надежность) i- ой позиции;
К – отношение стоимости оборудования к затратам на зарплату наладчиков;
R – срок линии в годах;
М – отношение затрат на обслуживание и ремонт к зарплате наладчиков;
- отношение средней стоимости накопителя к средней стоимости оборудования;
Z1 – количество оборудования на одного наладчика;
Z2 - количество накопителей на одного наладчика.
Вместе с тем практика проектирования и эксплуатации линий выработала ряд показателей эффективности деления линий на участки, которые позволили сформулировать основные положения (рекомендации) по
выбору количества участков.
Первым таким показателем является коэффициент повышения производительности:
![]() (2.80)
(2.80)
Этот коэффициент характеризует относительное повышение производительности линии при ее делении на «m» участков.
На рисунке 2.32 представлены графики зависимости = f(m) для двух линий с различной первоначальной надежностью и различным числом позиций. Из анализа этих графиков следует:
С увеличением «m» для всех линий наблюдается рост производительности;
Более высокие значения коэффициента «» имеют линии с более низкой надежностью;
Каждой линии соответствует предельно допустимое количество участков m1 и m2, больше которого интенсивность повышения производительности резко снижается;
Чем выше надежность линии, тем допустимое количество участков меньше m2 m1.

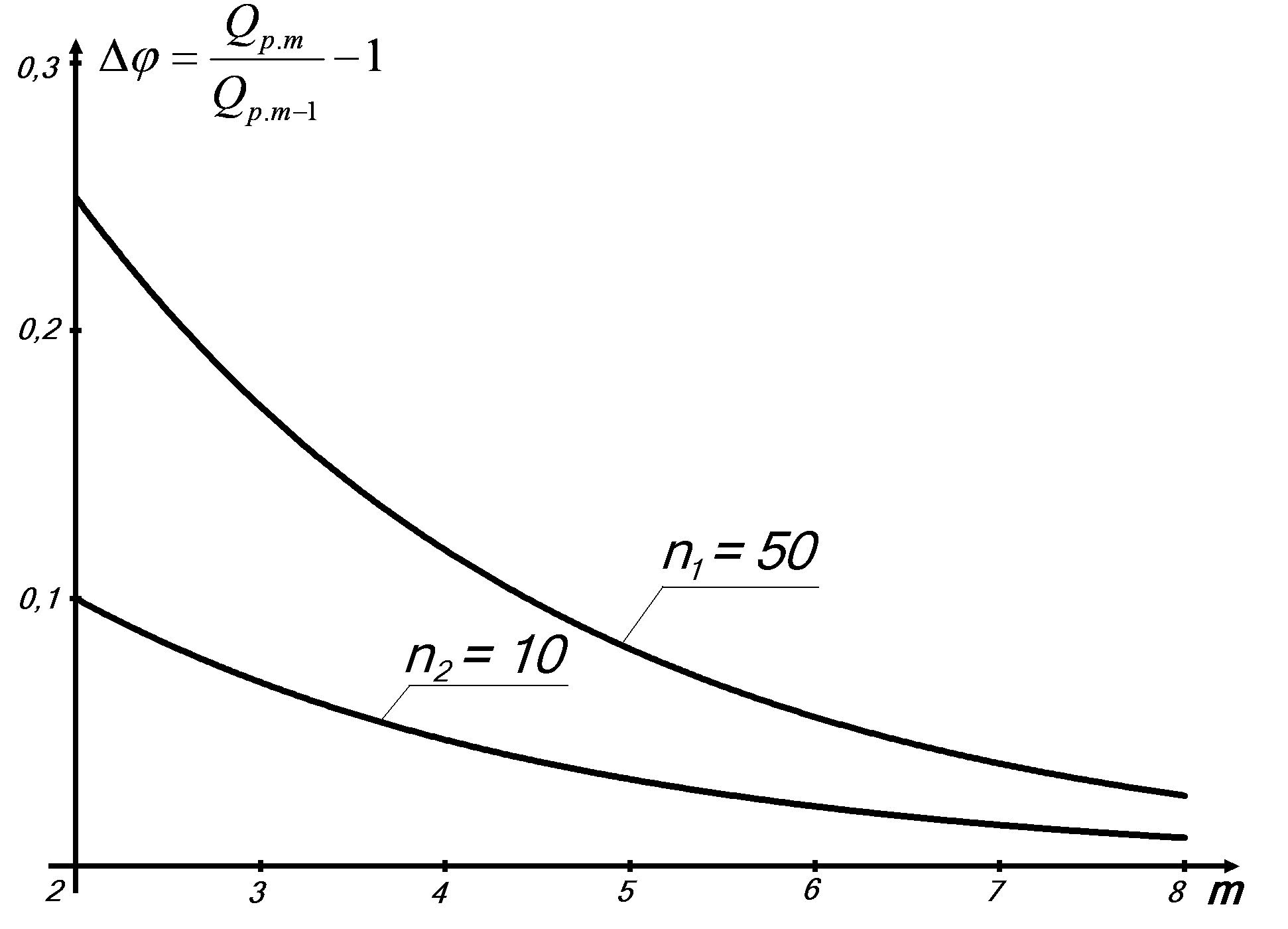
Рис. 2.32 Графики зависимости Рис. 2.33 Графики зависимости
= f(m) для линий с различной = f(m) для линий с различной
надежностью надежностью
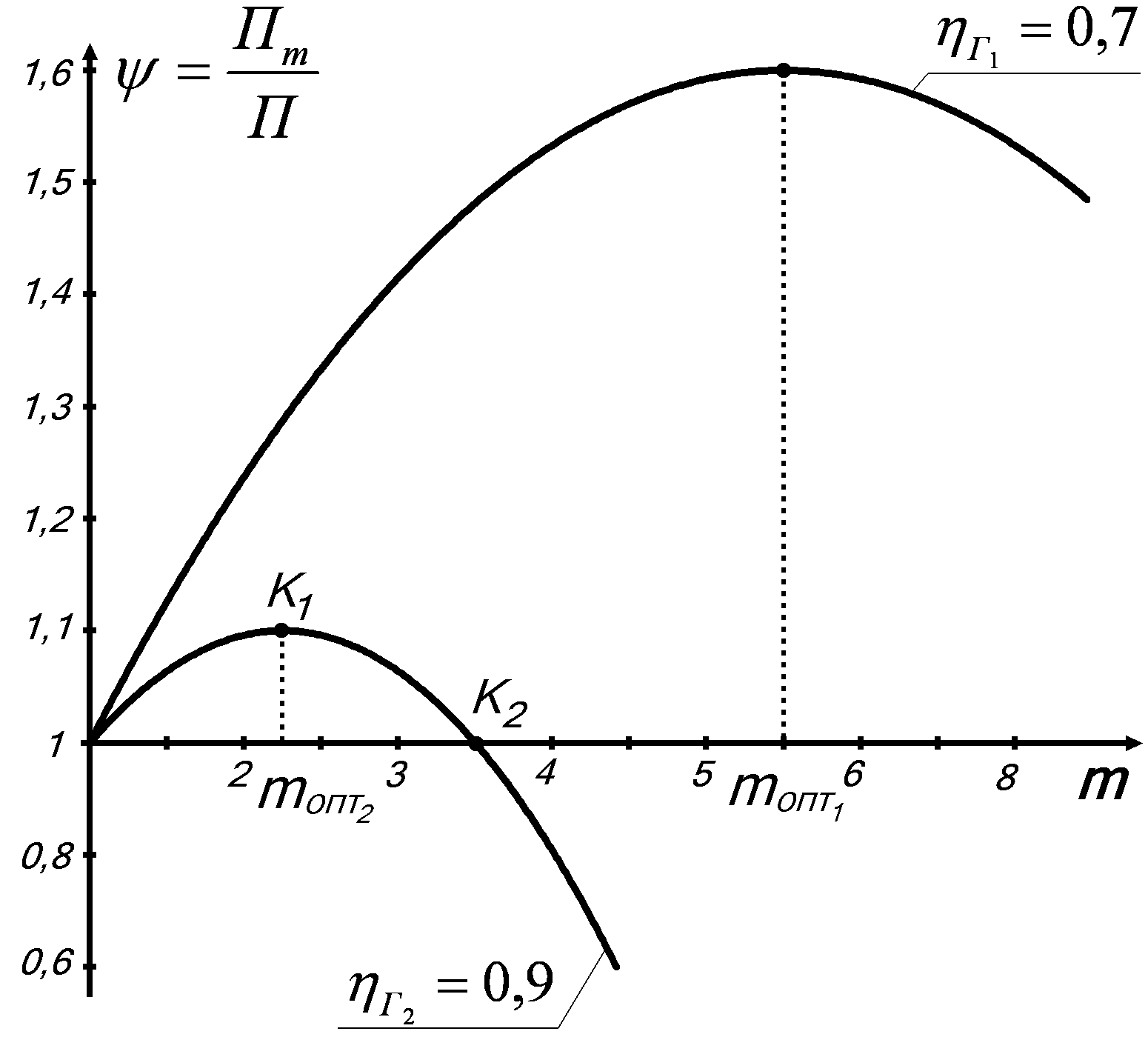
Рис.2.34 Графики зависимости = f (m) для линий с различной надежностью
Вторым
показателем является шаговое
приращение производительности
-
![]() .
Этот показатель характеризует
относительное увеличение производительности
при увеличении количества участков. На
рис.2.33 показаны графики зависимости
от m,
построенные для линий с различным
количеством позиций. Первая линия имеет
50 позиций, вторая - 10 позиций. Из совместного
рассмотрения этих графиков следует,
увеличение производительности при
делении на участки происходит не
равномерно. Например, для первой линии,
когда мы делим линию из одного участка
на два получаем:
на 25%, т.е.
.
Этот показатель характеризует
относительное увеличение производительности
при увеличении количества участков. На
рис.2.33 показаны графики зависимости
от m,
построенные для линий с различным
количеством позиций. Первая линия имеет
50 позиций, вторая - 10 позиций. Из совместного
рассмотрения этих графиков следует,
увеличение производительности при
делении на участки происходит не
равномерно. Например, для первой линии,
когда мы делим линию из одного участка
на два получаем:
на 25%, т.е.
![]() далее
далее
![]() …
…
![]()
![]() .
При делении второй линии из 10 позиций
мы имеем
.
При делении второй линии из 10 позиций
мы имеем
![]() .
.
Выводы: Увеличение производительности в основном происходит при делении линии на 2-4 участка. Увеличение тем больше, чем больше позиций содержит линия. С уменьшением количества позиций эффективность деления на участке снижается.
Как отмечалось
выше, с увеличением количества участков
линия усложняется, стоимость ее
повышается и для ее обслуживания
требуется больше наладчиков, что
отражается на трудоемкости. Поэтому
при делении линии на участки следует
рассматривать третий показатель -
коэффициент повышения производительности
труда
-
![]() .
Этот коэффициент помимо относительного
увеличения производительности, учитывает
так же и относительное увеличение
трудоемкости.
.
Этот коэффициент помимо относительного
увеличения производительности, учитывает
так же и относительное увеличение
трудоемкости.
Поскольку
![]() (2.81),
(2.81),
где
![]() (2.82)
(2.82)
П – производительность труда;
Т – трудоемкость;
f - количество обслуживающего персонала для линии с жесткой связью.
Тогда получаем:
![]() (2.83)
(2.83)
Формула (2.83) означает, что с увеличением количества участков растет производительность Qpm , но растет и число наладчиков fm . Поэтому в отличие от показателей и показатель имеет оптимальное значение, которое зависит от первоначальной надежности линий. На рисунке 2.34 представлены графики = f (m) для двух линий с различной первоначальной надежностью. Анализ этих графиков показывает следующее:
Чем ниже надежность линии, тем оптимальное значение показателя (точка «к1») достигается при большем значении «m»;
Для линий с высокой надежностью деление на участки может давать отрицательный результат, когда mк2. При m=к2 повышение производительности уравновешивается ростом трудоемкости.
Теперь можно сформулировать общие рекомендации по выбору количества участков. Наиболее эффективно делить линию на участки с низкой надежностью и большим числом позиций. Количество участков на линии должно быть минимально возможным и должно выбираться на основе технико-экономических расчетов.