

3. Выбор геометрических параметров
Передний угол 1 в базовой точке резца назначают в зависимости от обрабатываемого материала. Базовая точка на профиле детали при наружной обработке лежит на наименьшем диаметре детали, а при внутренней обработке на наибольшем диаметре (табл. 18).
Таблица 18
Значения углов фасонных резцов
Обрабатываемый материал |
Механические свойства |
Величины углов, град |
||
В, МПа |
НВ |
1 |
min |
|
Медь, алюминий |
|
|
20…25 |
40 |
Бронза, латунь |
|
|
0…5 |
55 |
Сталь |
до 500 500…800 800…1000 800…1200 |
|
20…25 15…20 10..15 5…10 |
50 50 60 60 |
Чугун |
|
до 150 150…200 200…250 |
15 12 8 |
55 55 55 |
Задний угол 1 в базовой точке резца назначают для призматического резца 1 = 12-15, для дискового резца 1 = 10-12.
У дисковых фасонных резцов передняя поверхность образуется заточкой под углом 1, который рекомендуется выбирать из стандартного ряда: 5, 8, 10, 12, 15, 20, 25.
Во избежание возникновения вибраций при резании принятое значение угла 1 не должно превышать допустимого значения:
![]() ,
,
где rmax – максимальный обрабатываемый радиус детали.
Передняя поверхность призматического фасонного резца затачивается под углом 1 к плоскости, перпендикулярной задней поверхности:
1 = 1 + 1.
При установке в державку резец разворачивают на угол 1.
Для нормальной работы фасонного резца угол заострения, равный
min = 90 - ( 1 + 1),
не должен быть меньше величин, приведенных в табл. 18.
4. Профилирование фасонного резца
В приложении к данному методическому пособию приведены листинги Mathcad-программ, к которым пользователь может обратится с рабочего места кафедры КИМО или скопировать необходимую информацию на личный компьютер.
Внимание: Исходный текст программ после работы обязательно сохранять неизменным !!!
Аналитический расчет профиля фасонных резцов заключается в определении глубины профиля на различных участках режущих кромок, а для дисковых резцов – также радиусов на различных участках.
Расчет размеров профиля фасонного резца выполняют с точностью 0,0001 мм с последующим округлением до 0,001 мм. для простановки на профиле резца, шаблона и контршаблона.
При определении профиля резца необходимо
пользоваться не номинальными, а расчетными
размерами детали, которые соответствуют
серединам полей допусков с симметричными
отклонениями. Например, диаметр ![]() заменяется на 24,80,1.
Аналогичным образом пересчитываются
и линейные размеры детали.
заменяется на 24,80,1.
Аналогичным образом пересчитываются
и линейные размеры детали.
Вначале устанавливают радиус rб базовой точки профиля детали, соответствующего наименьшему обрабатываемому радиусу при наружной обработке и наибольшему – при внутренней. Весь профиль детали представляют конечным числом точек i и устанавливают радиусы ri каждой точки (рис. 6). Размеры дополнительных режущих кромок выбираются конструктивно и они не рассчитываются.
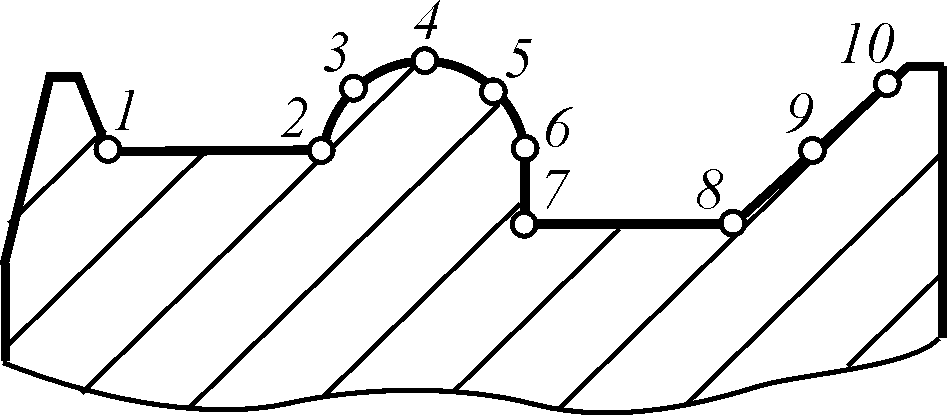
Рис. 6 Узловые точки на фасонном профиле
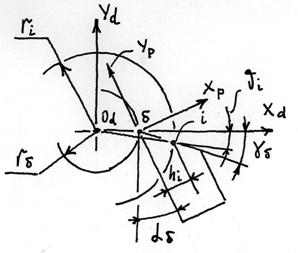
Формулы для аналитического профилирования резцов следуют из расчетных схем, показанных на рис. 7а.б.с.
|
|
|
 а
а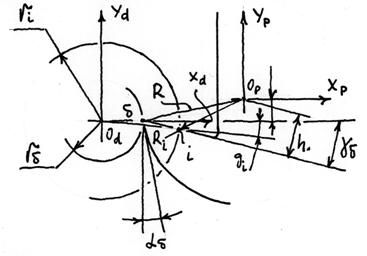 б
б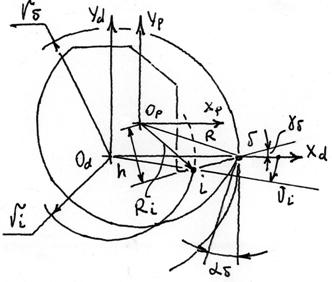 с
сРис.7
При профилировании резцов находятся для каждой выбранной точки профиля детали: значение координаты hi для призматического резца и радиусов круглых резцов Ri. Ещё раз отметим, что осевые координаты точек профиля резца соответствуют осевым координатам профиля детали и поэтому не рассчитываются.
Формула для искомых координат профиля призматического резца имеет вид

Формулы для расчета искомых радиусов круглых резцов будут такими:
Кроме координат точек профиля круглых резцов необходимо вычислить расстояние от плоской передней грани до оси резца h и высоту оси резца над основной плоскостью в расчётной точке i.
Формулы для этих расчётов приведены ниже.
![]()
![]()