

3.Разработка конструкции станочного приспособления
Разработку конструкции станочного приспособления необходимо производить исходя из того, что приспособление должно удовлетворять следующим условиям:
-обеспечивать ориентированное положение заготовки по отношению к режущему инструменту или рабочим органам станка;
-обеспечивать достаточное усилие зажима заготовки, способное воспринимать силы резания , силы инерции , силы от массы заготовки;
-обеспечивать заданную точность обработки отверстия;
-простоту обслуживания;
-обеспечить быструю смену заготовки в приспособлении;
-зажимные устройства не должны мешать выходу стружки и давать возможность очистки приспособления после каждого цикла работы и др.
Для придания заготовке ориентировочного положения относительно режущего инструмента или рабочих органов станка была разработана схема базирования (рисунок 2.3.1). В точках, которыми деталь должна опираться на установочные элементы, вычерчиваем выбранные установочные и опорные элементы – в данном случае оправка (запрессованная в угольник).
В точках приложения зажимных усилий, выбранных при силовом расчете, вычерчиваем зажимные элементы приспособления. В качестве зажимного устройства используется быстросменная шайба 7019-0501 ГОСТ 4087-69 и гайкаМ20-6H ГОСТ 15522-70. Данное зажимное устройство позволяет свободно снимать деталь. Деталь зажимается вручную. При проектировании зажимного устройства использовались стандартные изделия.
Для направления режущего инструмента проектируется кондукторная плита со сменной и постоянной кондукторными втулками. Кондукторная плита крепится винтом, А.М 8-6g x 25 ГОСТ149108084 и для обеспечения точности двумя штифтами 2.8 x 30 ГОСТ 3128-70, к угольнику.
Для кондукторов,
устанавливаемых на столах сверлильных
станков, нет необходимости применение
элементов, обеспечивающих точную
координацию при перемещении стола, так
как стол неподвижен. В нашем случае
совмещение  осей
инструментов и кондукторных втулок
обеспечивается перемещающимся в
горизонтальном направлении шпинделем.
Для вертикально-сверлильного станка
при установке приспособления на стол
необходимо лишь совместить ось инструмента
с осью кондукторной втулки. Так как
отверстие, которое подлежит обработке
диаметра 14 мм, то существует необходимости
крепить кондуктор к столу, станочными
болтами 7002-0353 ГОСТ 12201-66. Так как программа
выпуска превышает 15000 шт выбираем
постоянную и сменную кондукторную
втулку. Кондукторные втулки вычерчиваем
на расстоянии (0,3-1) dотв.
от отверстия. В данном случае принимаем
значение 1dотв
т.к обрабатываемый материал сталь 30Х.
осей
инструментов и кондукторных втулок
обеспечивается перемещающимся в
горизонтальном направлении шпинделем.
Для вертикально-сверлильного станка
при установке приспособления на стол
необходимо лишь совместить ось инструмента
с осью кондукторной втулки. Так как
отверстие, которое подлежит обработке
диаметра 14 мм, то существует необходимости
крепить кондуктор к столу, станочными
болтами 7002-0353 ГОСТ 12201-66. Так как программа
выпуска превышает 15000 шт выбираем
постоянную и сменную кондукторную
втулку. Кондукторные втулки вычерчиваем
на расстоянии (0,3-1) dотв.
от отверстия. В данном случае принимаем
значение 1dотв
т.к обрабатываемый материал сталь 30Х.
Важным условием работоспособности приспособления является возможность лёгкого удаления стружки из зоны резания и установки детали. Особенно тщательно следует очищать поверхности установочных элементов, так как к ним должен быть обеспечен свободный доступ. В нашем случае это предусмотрено.
4.Расчет станочного приспособления на точность
Для выполнения точностных расчетов составим схему ( рисунок 4.1 ), на которой показаны элементы, определяющие положение и направление движения инструментов – кондукторные втулки. Расчет произведем по выбранной втулке для сверления.
При расчете точности необходимо определить погрешности изготовления и сборки элементов приспособления в зависимости от параметров, заданных в чертеже детали, а именно:
- Допуск на размер 17 мм от плоскости торца детали до центра отверстия Ø14 мм.
- Отклонение от перпендикулярности плоскостей торца отверстию не более 0,05/100мм.
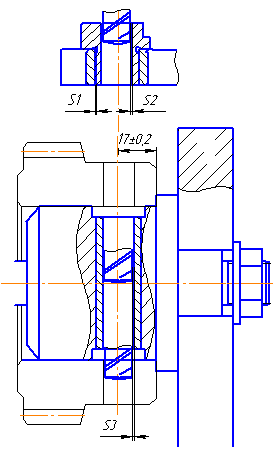
Рисунок 4.1 – Схема для расчёта точности приспособления
 Определим
допустимую погрешность изготовления
кондуктора обеспечивающую получение
размера 17±0,2
(допуск на
линейный размер 17 на чертеже не указан.
Выбираем по 14 квалитету согласно таблицам
точности ±IT14/2
).
Определим
допустимую погрешность изготовления
кондуктора обеспечивающую получение
размера 17±0,2
(допуск на
линейный размер 17 на чертеже не указан.
Выбираем по 14 квалитету согласно таблицам
точности ±IT14/2
).
δ≤[δ1 – (∑S+∑e)]
где δ1 – допуск на размер заданный в детали, мм;
δ1=0,4.
∑S - суммарный радиальный зазор.
∑ t – суммарный эксцентриситет.
∑S= S1+ S2+ S3
где S1 и S2 – соответственно максимальные зазоры между сменной и постоянной втулкой, между сменной втулкой и инструментом, мм; S3 – максимальный радиальный зазор между сменной втулкой установленной в оправке и инструментом, мм.
Максимальный зазор между сменной и постоянной втулкой (S1) и определяется исходя из величин полей допусков на данные элементы, так для отверстия сменной втулки D =20h7-0,021 а для постоянной d = 20H6 (+0,013).
Определим максимальный радиальный зазор между сменной кондукторной втулкой и постоянной кондукторной втулкой. Для определения построим схему полей допусков.
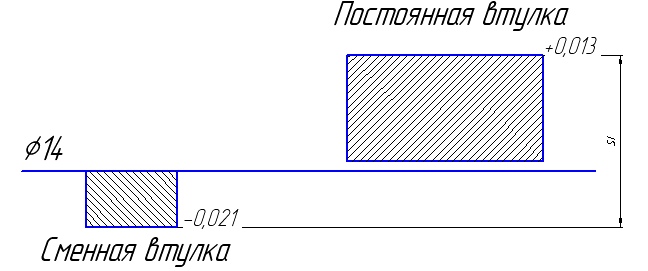
Рис.4.2 Схема полей допусков сменной и постоянной кондукторных втулок.
S1=0,021+0,013=0,034мм
 Допуски
на диаметры отверстий кондукторных
втулок для прохода сверла по посадке
f7
системы вала. В нашем случае допуск на
отверстие втулок для сверла Ø14F8(
Допуски
на диаметры отверстий кондукторных
втулок для прохода сверла по посадке
f7
системы вала. В нашем случае допуск на
отверстие втулок для сверла Ø14F8(![]() ),
а для режущего инструмента (сверла)
допуск на неточность изготовления
сверла Ø14 мм составит -0,028 мм (ГОСТ
13779-77).
),
а для режущего инструмента (сверла)
допуск на неточность изготовления
сверла Ø14 мм составит -0,028 мм (ГОСТ
13779-77).
Определим максимальный радиальный зазор между сверлом и отверстием сменной кондукторной втулки. Для определения построим схему полей допусков.
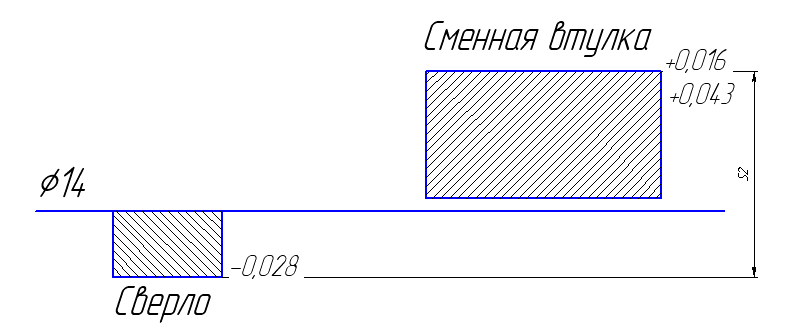
Рис.4.3 - Схема полей допусков сменной кондукторной втулки и сверла.
S2=0,028+0,043=0,071мм
Принимаем максимальный радиальный зазор S2=S3 т.к поле допуска кондукторной втулки установленной в оправке совпадает с полем допуска сменной кондукторной втулки.
S3=0,071мм
Таким образом:
∑S=S1+S2+S3
∑S=0.034+0.071+0.071=0.176мм
Необходимо определить суммарный допустимый эксцентриситет:
![]()
где Е1 – допустимый эксцентриситет сменой втулки;
Е2 - допустимый эксцентриситет постоянной втулки.
E3 - допустимый эксцентриситет втулки запрессованной в оправку.
 По
ГОСТ 18435-73 радиальное биение поверхности
d
относительно D
для втулок с полем допуска по g6
определяется по IV
степени точности.
По
ГОСТ 18435-73 радиальное биение поверхности
d
относительно D
для втулок с полем допуска по g6
определяется по IV
степени точности.
ГОСТ 24643-81
Для 20e1=0,008мм
Для 28e2=0,008мм
Для 20e3=0,008мм
∑e=0.008+0.008+0.008=0,024мм
Следовательно, допуск на расстояние от торца детали до отверстия под постоянную втулку в кондукторной плите составит:
δ≤[δ1 – (∑S+∑e)]
δ=[0,4-(0,176+0,024)]=0,2.
На чертеже следует указать отклонение размера 17±0,1.
Данный допуск свидетельствует о том, что разработанный кондуктор обеспечивает необходимую точность обработки отверстий.