

2. Разработка содержания технологической операции
2.1 Определение метода обработки
Исходя из точности отверстия Ø14Н14, шероховатости поверхности Ra12,5мкм и согласно таблицам экономической точности, обработка поверхности осуществляется сверлением отверстия Ø14мм.
2.2 Выбор оборудования, режущего и вспомогательного инструмента
Согласно техническому заданию, необходимо обработать два соосных отверстия Ø14Н14 в данном случае нет необходимости перемещать либо кондуктор с деталью под шпинделем станка либо шпиндель над кондуктором. Поэтому обработка будет вестись на вертикально-сверлильном станке, модель 2Н118. Выбор данной модели станка обусловлен тем, что максимальный диаметр обработки по стали на станке равен 18 мм, а так же, учитывая, что годовая программа 20000 штук, необходима механическая подача шпинделя.
Находим рекомендуемый режущий инструмент для обработки отверстия Ø14Н14: сверло спиральное удлиненное с цилиндрическим хвостовиком, конусом Морзе №1 диаметром 14 мм. Условное обозначение: сверло2301-0416 ГОСТ 2092-77. Установка данного осевого инструмента в шпиндель станка требует использования вспомогательного инструмента т.к конус Морзе присоединительной поверхности шпинделя и сверла не совпадают. Сверло устанавливается в шпиндель станка при помощи переходной втулки 6100-0141 ГОСТ13598-85 .
2.3Обоснование и разработка теоретической схемы базирования
Схема базирования детали в приспособлении должна обеспечивать выполнение заданных чертежом размеров. По чертежу необходимо выдержать размер 17±0,1.
С целью придания
заготовке совершенно определенного
положения в пространстве ее необходимо
лишить шести степеней свободы, т.е.
возможности  перемещения
вдоль трех осей координат, а также
поворота вокруг этих осей. С этой целью
необходимо и достаточно ориентировать
заготовку по шести опорным точкам(рисунок
2.3.1).
перемещения
вдоль трех осей координат, а также
поворота вокруг этих осей. С этой целью
необходимо и достаточно ориентировать
заготовку по шести опорным точкам(рисунок
2.3.1).
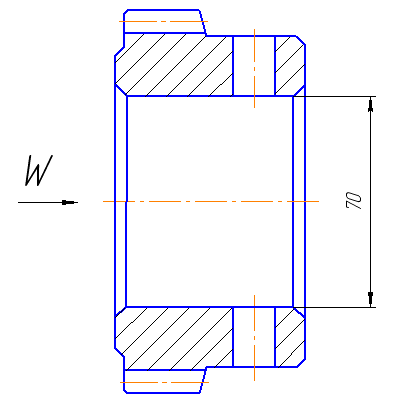
Рисунок 2.3.1. – Схема базирования заготовки
Для данной заготовки базирование осуществим плоскости А и отверстию ВØ70H7. Три координаты, определяющие положение детали относительно плоскости XOY, лишает ее трех степеней свободы – возможности перемещаться в направлении оси OZ и вращаться вокруг осей OY и OX (1,2,3). Базируя заготовку по плоскости А она тем самым лишается трех степеней свободы, а именно перемещения вдоль оси OY и вращения вдоль осей OZ, OX. Базируя по отверстию Б заготовка устанавливается на цилиндрической оправке, что лишает ее двух степеней свободы, а именно перемещения вдоль осей OZ и OX. Чтобы лишить заготовку шестой степени свободы (вращения вдоль OY) применим винтовой зажим.
2.4 Расчет режимов резания
Исходные данные:
Обрабатываемый материал – Сталь 40Х
Твёрдость 170-229HB кгс/мм2.
Предельная прочность
![]() =
600МПа.
=
600МПа.
Предельная текучесть
![]() =720 МПа.
=720 МПа.
Режущий инструмент определяем в пункте 2.2. пояснительной записки.
Рассчитаем режимы резания и произведем нормирование технологических переходов по обработке отверстия.
В связи с тем, что расчет режимов резания и основного времени для всех технологических переходов будет аналогичным, его целесообразно выполнить в форме таблицы 3.
Предварительно определим характеристику рядов подач и чисел частот вращения шпинделя вертикально-сверлильного станка.
Для станка 2Н118 пределы подач 0.1…0.56 мм/об, число подач- 6 (по паспорту станка).
Определим глубину резания по формуле:
t=0.5*D
где D - диаметр обработки
t=7мм
![]() [3, с 252]
[3, с 252]
![]() – показатель
знаменательного ряда,
– показатель
знаменательного ряда,
![]() =
0,1 мм/об
=
0,1 мм/об
![]() =
0,56 мм/об
=
0,56 мм/об
![]()
По источнику [7
с,104]
![]() =
1,41.
=
1,41.
 Рассчитаем
Sоn
подачу на оборот нормативную [7 с, 126]
Рассчитаем
Sоn
подачу на оборот нормативную [7 с, 126]
Sон = 0,3 *1,3=0,39мм/об (при стали HB<229 умножают на1,3).
![]()
![]()
Где Somin- минимальное значение ряда подач, мм/об;
Sон- нормативная подача на оборот при сверлении, мм/об.
Принятое значение подачи
![]() [3, с 252]
[3, с 252]
Принимаем значение Sо =0.28мм/об.
Определение периода стойкости инструмента по нормативам T, мин.
По карте С – 3 [7] период стойкости сверла определяется по формуле:
T=Tм×λ
Где: Тм – период стойкости в минутах машинной работы станка, Тм=30 мин.
λ – коэффициент времени резания каждого инструмента, равный отношению длины резания Lрез. этого инструмента к длине рабочего хода Lр.х
λ=40/118=0,33
Т=30×0,33=10,2 мин
Рассчитываем длину рабочего хода
Lрх=Lрез+Y+Lдоп , мм, [7 с,104]
где Lрез – длина резания, мм,
Lрез=20*2=40мм по рисунке (2.4.1)
Y – величина врезания и перебега, мм. [7 с,303]
Y=y1+y2, где y1 и y2 величина врезания и перебега соответственно.
y1=4мм; y2=4мм
Y=8мм.
Исходя из рисунка (2.4.1) Lдоп=70мм.
 Согласно
рисунку 1.4.1длина
рабочего хода при сверлении составит
Согласно
рисунку 1.4.1длина
рабочего хода при сверлении составит
Тогда Lрх = 40 + 8+70 = 118 мм.

 S
W
S
W
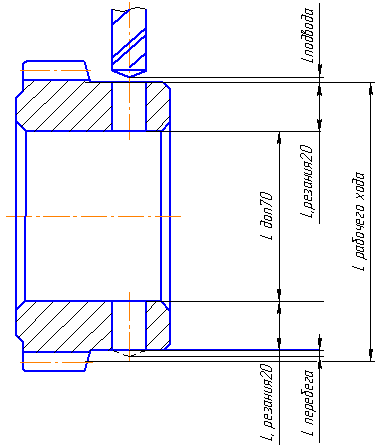
Рисунок 2.4.1 – Схема для определения длинны рабочего хода
Определяем скорость резания по формуле
Скорость резания для сверления определяется по формуле
![]() [7 с.105],
[7 с.105],
где ![]() –
табличные значения скорости,
–
табличные значения скорости,
= 24,5 м/мин.
![]() – коэффициент,
зависящий от обрабатываемого материала,
=
0,9,
– коэффициент,
зависящий от обрабатываемого материала,
=
0,9,
![]() –
коэффициент,
зависящий от стойкости инструмента,
=
1,25
–
коэффициент,
зависящий от стойкости инструмента,
=
1,25
![]() –
коэффициент,
зависящий от отношения длины резания
к диаметру,
=1.
–
коэффициент,
зависящий от отношения длины резания
к диаметру,
=1.
Тогда скорость
![]() м/мин.
м/мин.
 Определяем
ряд чисел частот вращения шпинделя
Определяем
ряд чисел частот вращения шпинделя
Число ступеней скоростей =9
![]()
![]() [3 с, 252]
[3 с, 252]
Определим частоту
вращения шпинделя станка
![]() ,
об/мин.
,
об/мин.
![]() ,
об/мин.
,
об/мин.
Пользуясь знаменателем , получим ряд чисел частоты вращения шпинделя: 180; 253,8; 357,86; 504,58; 711,46; 1003,16; 1414,46; 1994,38; 2800.
Из полученного
ряда выбираем ближайшее меньшее значение
частоты вращения шпинделя
![]() мин -1 .
мин -1 .
Определяем основное время Т0
![]() ,
мин. [7 с,122],
,
мин. [7 с,122],
где
![]() – длина рабочего хода, мм;
– длина рабочего хода, мм;
![]() –
подача на оборот
принятая, мм/об.;
–
подача на оборот
принятая, мм/об.;
![]() – принятая частота
вращения шпинделя, мин-1.
– принятая частота
вращения шпинделя, мин-1.
T0=118/(504,58*0,28)=0,83 мин.
Проверим правильность выбора станка по мощности резания и по осевой силе. Проверку производим для операции сверления отверстия диаметром 14 мм.
Осевая сила
![]() ,
[7 с, 125]
,
[7 с, 125]
где ![]() – табличное значение осевой силы, Н;
– табличное значение осевой силы, Н;
при S0 = 0,141 мм/об = 410 Н.
![]() – коэффициент,
зависящий от обрабатываемого материала,
= 1;
– коэффициент,
зависящий от обрабатываемого материала,
= 1;
![]() Н
Н
Наибольшее усилие подачи станка равно 5600 Н.
 Мощность
резания
Мощность
резания
![]() ,
кВт [7 с,126]
,
кВт [7 с,126]
где ![]() –
значение мощности резания, кВт
–
значение мощности резания, кВт
= 1,9 кВт;
![]() – коэффициент,
зависящий от обрабатываемого материала,
– коэффициент,
зависящий от обрабатываемого материала,
= 1;
![]() ,кВТ
,кВТ
Наибольшая мощность
станка
![]() =2,2
кВт.
=2,2
кВт.
Станок подходит для данной операции.