

Общие рекомендации по технике сварки
Ручную и механизированную сварку обычно ведут на весу. Автоматическую сварку можно осуществлять так же, как и при сварке под флюсом, на остающихся или съемных подкладках и флюсовых подушках. Однако во многих случаях наиболее благоприятные результаты достигаются при использовании газовых подушек (рис. XI.4). Они улучшают формирование корня шва, а при сварке активных металлов способствуют и защите нагретого твердого металла от воздействия с воздухом. Подаваемые в подушку газы по составу могут быть аналогичными применяемым для защиты зоны сварки.
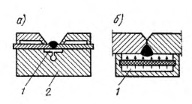
XI.4. Схемы газовых подушек а, б — односторонняя и двусторонняя сварка; 1 — защитный газ; 2 — медная подкладка
Качество шва в большой степени определяется надежностью оттеснения от зоны сварки воздуха. Необходимый расход защитного газа устанавливают в зависимости от состава и толщины свариваемого металла, конструкции сварного соединения, скорости сварки, состава защитного газа.
Влияние скорости сварки на надежность защиты зоны сварки видно из рис. XI.5. Ветер и сквозняки также снижают эффективность газовой защиты. В названных случаях рекомендуется на 20—30% повышать расход защитного газа, увеличивать диаметр выходного отверстия сопла или приближать горелку к поверхности детали. При сварке на повышенных скоростях полезно также наклонять горелку углом вперед, а при автоматической сварке применять боковую подачу газа (см. рис. XI.3,б). Для защиты от ветра зону сварки закрывают щитками. Для достаточной защиты соединений, указанных на рис. XI.6,в,г, необходим повышенной расход газа. При их сварке рекомендуется устанавливать сбоку и параллельно шву экраны, задерживающие утечку защитного газа. При равных условиях расход гелия благодаря его меньшей плотности должен быть увеличен по сравнению с аргоном или с углекислым газом.
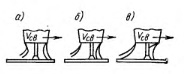
XI.5. Влияние скорости сварки на эффективность газовой защиты а—в — сварка соответственно на малой, средней и очень большой

XI.6. Схемы (а—г) расположения границы струи защитного газа при сварке различных типов соединений.
2. Расчетная часть
Рассчитать на прочность толщину металла 8-25 мм
Рассчитаем на прочность толщину металу по такой формуле:
Iзв= ( 20+6 ∙ d ) ∙ dе ,
де Iзв - зварювальний струм , А ;
dе - діаметр металічного стрижня електроду , мм .
Дано: S = 8 мм;
діаметр електрода de= 5 мм;
I =(20+6*d)*de ; I = (20+6*5)*5 = 250 (A)
Дано: S = 25 мм;
діаметр електрода de= 9 мм;
I =(20+6*d)*de ; I = (20+6*9)*9 = 666 (A)
Литература