

Проектирование технологической схемы производства окатышей
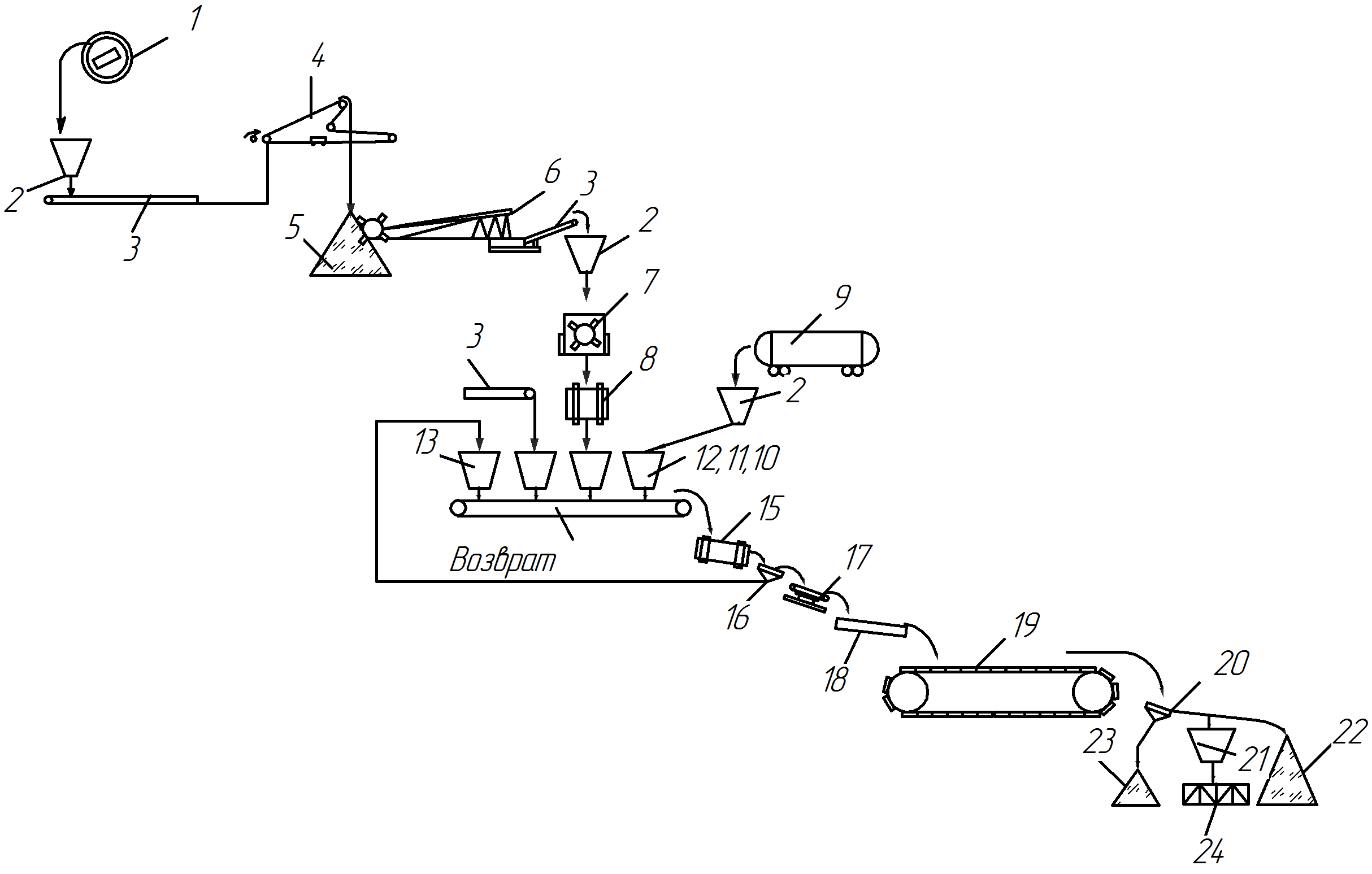
Рисунок 2. Технологическая схема производства окатышей:
1- вагоноопрокидыватель; 2 -приемные бункера; 3 - конвейер; 4 - штабелеукладчик; 5 - штабель; 6 - роторный экскаватор; 7 - молотковая дробилка; 8 - шаровая мельница; 9 - железнодорожный цементовоз для бентонита; 10, 11,12, 13 - бункера соответственно для бентонита, известняка, железорудного концентрата и возврата; 14 - смесительный конвейер; 15 - барабанный окомкователь; 16, 20 - грохот; 17 - укладчик; 18 - питатель; 19 - конвейерная обжиговая машина; 21 - погрузочный бункер; 22 - штабель готовых окатышей; 23 - штабель отсева; 24 - окатышевоз
Выбор типа и числа обжиговых машин Суммарная рабочая площадь обжиговых машин S∑ определяется по формуле, м2
![]()
где Пг- годовая производительность, т/год;
m - число рабочих суток в году, сут/год;
р- удельная производительность машин, т/(м2 ч).
Число рабочих суток в году для обжиговых машин можно принимать 355-360. Среднее значение удельной производительности для обжиговых машин рекомендуется применять в пределах 0,8-0,82 т/(м2ּч)
Число машин n на фабрике окускования
![]()
где S - рабочая площадь выбранной машины, м2.
Основные технические данные обжиговых машин представлены в таблице 9.
Таблица9
Основные технические данные обжиговых машин
Тип машин |
Рабочая площадь,м2 |
Ширина, м |
Скорость тележек, м/мин |
Производитель-ность, т/ч |
ОК-108 |
108 |
2 |
0,5-3 |
80-95 |
ОК-306 |
306 |
3 |
0,63-3,78 |
245-255 |
ОК-520 |
520 |
4 |
1,8-5,6 |
350-400 |
Расчет потребного количества основного технологического оборудования
Шихтовые материалы, поступающие на фабрику окускования в железорудных вагонах, разгружаются вагоноопрокидывателями. Расчет вагоноопрокидывателей осуществляется исходя из годового грузооборота.
Число вагоноопрокидывателей nв определяется по формуле
![]()
где Q - годовой грузооборот, т/год;
Кн - коэффициент неравномерности прибытия составов, Кн=1,4;
τ - число часов работы в году, исключая простои на текущий ремонт и профилактику, τ = 20 m;
m - число рабочих суток в году;
G - грузоподъемность одного вагона, G = 60, 93, 125 т;
Пв - производительность вагоноопрокидывателя, опрокидываний/час.
Производительность роторных вагоноопрокидывателей можно принять для вагонов грузоподъемностью 60 и 93 т - 30 опрокидываний в час, а для вагонов грузоподъемностью 125 т - 25 опрокидываний в час.
Годовой грузооборот
![]()
где Пг - годовая производительность фабрики, т/год;
Ki - расход материала на тонну готовых окатышей, т/т.
Расходные коэффициенты материалов и их насыпная масса приведены в таблица 6.
После разгрузки материалы ленточными конвейерами подаются в отделение распределения, передающее их на усреднительные склады, где осуществляется послойное формирование штабелей.
Топливо и флюсы со складов ленточными конвейерами направляются на дробление и измельчение.
Таблица 10
Удельный расход материалов и их насыпная масса при производстве окатышей.
Материал |
Расход, т/т |
Насыпная масса, т/м3 |
Концентрат железорудный |
1,125 |
2,9 |
Известняк |
0,086 |
1,2 |
Бентонит |
0,010 |
1,3 |