МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ
«БЕЛОРУССКАЯ ГОСУДАРСТВЕННАЯ
СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ»
КАФЕДРА ТЕХНОЛОГИИ МЕТАЛЛОВ
Расчетно-графическая работа
«Проектирование технологического процесса изготовления кузнечной поковки»
Выполнил: студент 2 курса 3группы Мехфак
Бузо И.Л
Проверил: Шаршуков И .А
Горки 2012
Содержание
Задание
Расчёт поковки
Расчёт заготовки
Разработка ТП
5. Выбор кузнечного оборудования
Операционные эскизы
Операционная карта
1. Задание |
|
|
|
Сталь 40 |
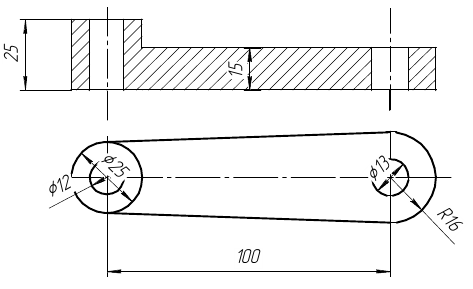
Шатун |

2. Расчет поковки
Технологический процесс свободной ковки состоит из совокупности кузнечных операций. Отковать одну и туже поковку можно различными способами. При разработке технологического процесса выбирают наиболее рациональные пути, которые обеспечивают лучшее качество поковки, дают минимальные затраты и снижают расход металла.
Изготовляют поковки по карте технологического процесса, в котором должно быть указано следующее: эскизы детали и поковки, марка стали, размер и масса заготовки, масса поковки, последовательность операций, операционные эскизы, оборудование, инструмент и приспособление, продолжительность нагрева заготовки, температура рабочего пространства печи перед загрузкой заготовки, температура начала и конца ковки, разряд работы и другие сведения.
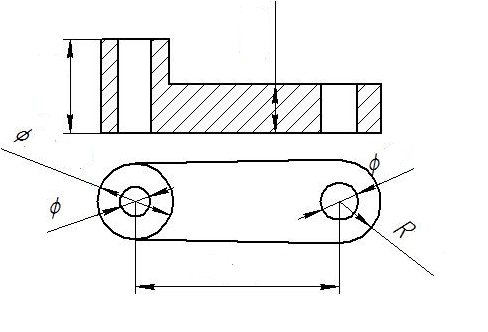
Исходными документами при разработке технологического процесса свободной ковки является эскиз с технологическими требованиями к ней, по которому разрабатывается эскиз поковки. Эскиз поковки отличается от эскиза детали, что её размеры больше на величину припуска, на обработку и допуски, на точность изготовления. Кроме того, форма поковки иногда упрощается, в результате устанавливается в некоторых местах её избыточного металла, называемого напуском.
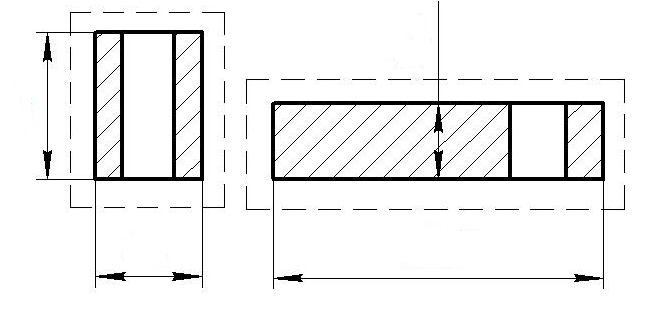
Припуск – предусмотренное превышение размеров паковки против номинальных размеров детали, обеспечивающие после механической обработки требуемые размеры детали и шероховатости ее поверхности. Припуски на механическую обработку можно приближенно определить по формулам:
а) на диаметр и толщину поковки
Z1=0.06D+0.0017L+2.8 мм;
б) на длину поковку
Z2=0.08D+0.002L+10 мм;
где D – диаметр или толщина поковки, мм;
L – длина поковки, мм.
DI=32.5 мм; LI=32.5 мм.
I) Z1= 0.06·32.5+0.0017· 32.5+2.8=4,8 мм.
I) Z2=0.08·32.5+0.002·32.5+10=12,66 мм.
DII=19.5 мм ; LII=134.5 мм.
I) Z1=0.06· 19.5+0.0017·134.5+2.8=4,2 мм.
I) Z2=0.08·19.5+0.002·134.5+10=11,82 мм.
Напуск – увеличенный припуск, упрощающий конфигурацию поковки ввиду невозможности или нерентабельности ее изготовления в соответствии с контуром детали.
Допуск – допустимое поле отклонений, т. е. разность между наибольшим и наименьшим допустимыми размерами поковки. Отклонение размеров поковки от номинального значения при симметричном расположении поля допуска можно приближенно определить по формулам;
а) на диаметр и толщину поковки
∆D=±(0.028D+0.0004L+0.5) мм;
б) на длину поковки
∆L=±(0.03D-0.003L+1.2) мм;
I) ∆D=±(0.028·32.5+0.0004·32.5+0.5)=±1,4 мм;
I) ∆L=±(0.03·32.5-0.003·32.5+1.2)=±2 мм.
II) ∆D=±(0.028·19,5+0.00 04·134,5+0.5)=±1.1 мм;
II) ∆L=±(0.03·19,5-0.003·134,5+1.2)=±1,4 мм;
|